Stress Corrosion Cracking: Causes, Detection, and Prevention
Table of Contents
1.
What Causes Stress Corrosion Cracking?
1.1.
Material Susceptibility
1.2.
Operating Environment
1.3.
Tensile and Caustic Stress
2.
How to Detect and Test for Stress Corrosion Cracking
2.1.
Visual Inspection
2.2.
Ultrasonic Testing
2.3.
Acoustic Emission Testing
2.4.
Slow Strain Rate Testing (SSRT)
3.
Stress Corrosion Cracking Mitigation Strategies
3.1.
Protective Coating Applications
3.2.
Heat Treatment
3.3.
Ongoing Condition Monitoring
4.
Conclusion
Stress corrosion cracking (SCC) follows a consistent pattern: Simply expose a given metal to high tensile stress and a corrosive agent. At some point (oftentimes —too quickly!), such a combination of stimuli leads to the propagation of cracking deep within the metal or on its surface.
Small or large, circular or branched, surface or in-depth stress corrosion cracking can significantly impact your asset’s structural integrity. This article explains the nature of this phenomenon and mitigation steps.
What Causes Stress Corrosion Cracking?
Stress corrosion cracking occurs in alloys susceptible to tensile stress (either applied or residual) and an aggressive corrosion environment. The higher the tensile stress and the more concentrated the chemical, the more likely SCC to occur. Here’s a more detailed look at these three factors.
Material Susceptibility
Depending on the alloying elements, some materials are more susceptible to stress corrosion cracking than others. In particular, alloys that contain 35% nickel exhibit superior SCC resistance, and those with more than 45% are nearly immune to this defect.
In addition, different metals (and even their grades) will exhibit higher susceptibility or resistance to different agents. For instance, austenitic stainless steels are highly prone to chloride-induced damage. Lean duplex stainless steel like LDX 2101, on the contrary, is more resistant to chlorides when put to the ASTM G39 U-bend stress corrosion test. Also, SAF™ 3207 and SAF™ 2707 HD Sandvik grades successfully withstand chloride-induced SCC.
Copper alloys usually crack in ammonia but tend to corrode less in seawater. Titanium alloys (mainly grades 2 and 4) are highly resistant to alkalines, salt liquids, and organic acids but tend to break in anhydrous methanol solutions. The bottom line: Choose your materials based on the environment.
Operating Environment
Cracking caused by stress corrosion occurs only when specific chemicals are present. The chemical exposure can be either external (e.g., sulfur contaminants in the soil where the pipeline is buried) or internal (e.g., drom methanol kept in a storage tank).
Here’s a table of the most common corrosive substances and their susceptible materials, according to API 571:
Austenitic stainless steels, very rarely – duplex stainless steels and nickel-based alloys
Not evident during the early stages. When visible – branched and transgranular.
Fuel grade ethanol
Carbon steel
Branched, intergranular, tight, often filled with corrosion residuals
Hydrofluoric acid
Nickel alloys (Monel 400 and K500), Ni-Cr-Mo alloys
Intergranular (in annealed metals)Transgranular (in cold-treated metals)
Polythionic acid
Austenitic stainless steels, nickel alloys 800 and 600
Localized, intergranular
Some additional triggers can accelerate SCC, like high temperatures, pH values, humidity, oxygen levels, and the presence of other contaminates. Also, some alloys get more vulnerable when in contact with other metals. For instance, Titanium grade 2 and 4 can develop SCC when exposed to cadmium or liquid mercury.
Tensile and Caustic Stress
Tensile stress refers to the force required to stretch or pull apart a material. It usually occurs due to directly applied loads from pressure, mechanical loading, or residual stresses from welding, machining, and cold working. Therefore, tensile stress is common in heat exchanger elements, refrigeration units, water-cooled condensers, hydroprocessing equipment, and industrial boilers.
Generally, metals have good tensile strength and can withstand much deformation before rupturing (e.g., up to 690 MPa for stainless steel). Still, a susceptible material can break even with low tensile stress levels when faced with certain chemical agents and temperatures. That’s how caustic stress corrosion appears.
Caustic stress corrosion emerges due to applied and residual stress in caustic environments. Caustic environments assume chemical exposure to high temperatures (usually alkaline hydroxide solutions). When extreme temperatures are present, caustic cracks proliferate in a matter of hours. Usually, caustic stress corrosion happens in non-stress-relieved assets.
How to Detect and Test for Stress Corrosion Cracking
Stress corrosion cracking excels at hide and seek. In the early stages, it may appear as microscopic cracks. Eventually, these minute cracks turn into more extensive damage and lead to ruptures. That’s why it’s helpful to conduct regular inspections to detect SCC at early stages.
Visual Inspection
Visual inspection reveals large, apparent stress corrosion cracks that can be easily spotted manually or with additional optical equipment (like cameras, periscopes, or magnifiers). Usually, visual inspections precede all other testing methods, mainly for preliminary checks or site preps.
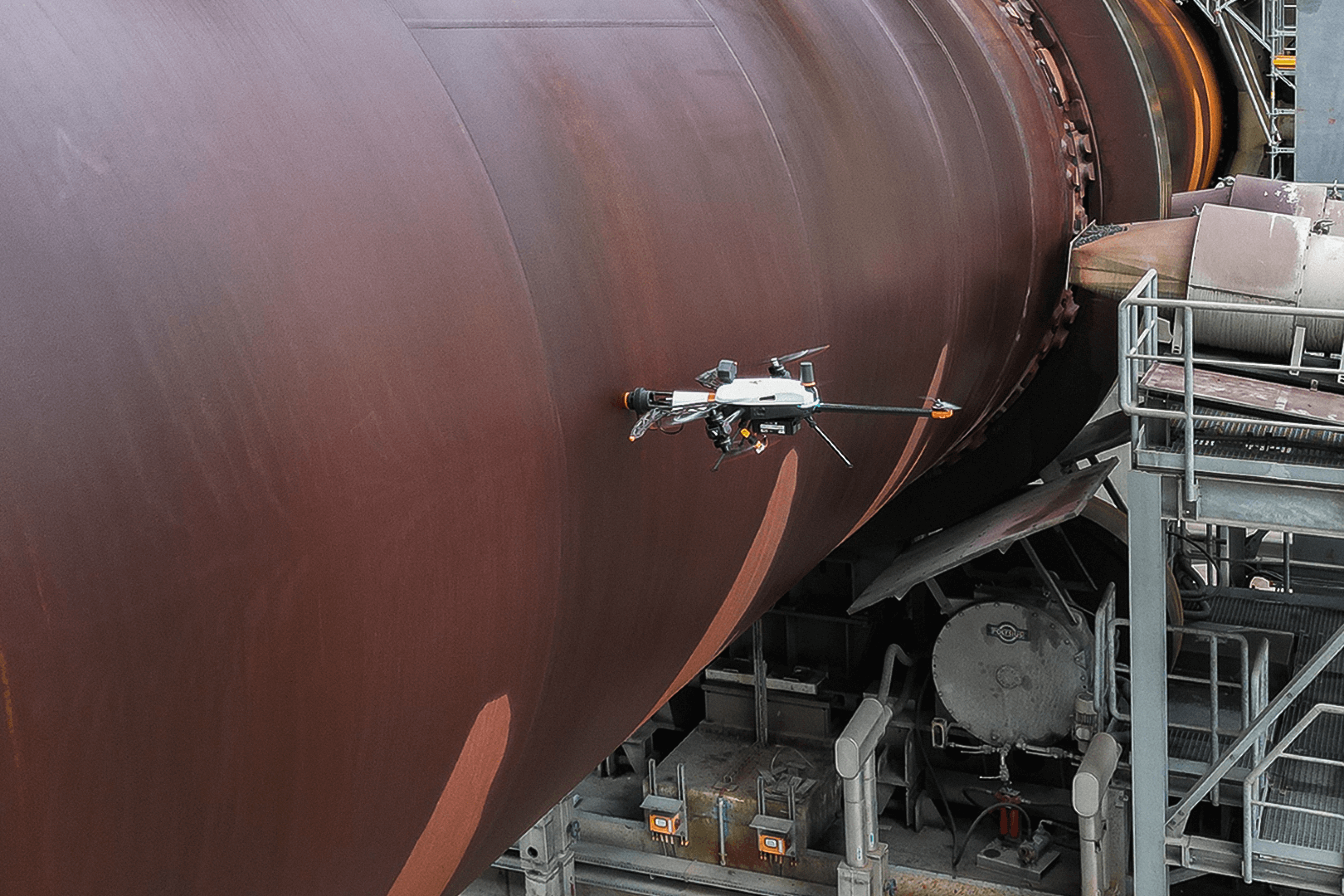
Several factors impact SCC assessments with visual testing, including crack size, lighting conditions, testing speed, camera resolution, and surface characteristics. Commercial inspection drones are usually helpful in detecting such issues.
If the cracking occurs on elevated assets, confined spaces, or near hazardous chemicals, industrial inspection drones are your best inspection allies. Compact and maneuverable, they access any component, capture detailed images and videos, and let you inspect damage from all angles.
Ultrasonic Testing
Ultrasonic testing (UT) uses high-frequency sound waves to detect small external cracks, internal defects, or material degradation. UT requires high-precision equipment: transducers, flaw detectors, thickness gauges, and drones for hard-to-reach areas.
Yet, keep in mind that there’s no one-size-fits-all UT solution. Conventional transducers can detect some orientations of SCC but not the size of each isolated crack or their proximity to one another. Multibeam models can detect exact depths of mid-wall or intense cracks.
Guided wave transducers are excellent at pinpointing defect location. Also, it may be necessary to use additional software to expand UT data, like SAFT algorithms, to detect crack lengths. That’s why you need to pick UT equipment per your use case.
For instance, Voliro T inspection drone with a UT payload is a great choice when you need to detect surface-level cracking and material loss on hard-to-reach assets. The drone can perform A-scans and measure the material thickness between 2-150 mm/0.08 – 5.9 and with a 0.06 mm / 0.002 resolution, helping you to find crack-prone areas.
Particularly in chloride or caustic environments with tensile stress, material thinning precedes the actual cracks. Our second UT probe is high-temp and can reliably measure the thickness of assets heated up to 0-260 °C/32-500 °F.
Setting up the Voliro T drone with a UT payload
Acoustic Emission Testing
Assets subjected to tensile stress emit acoustic emissions (AE) – stress waves caused by material deformation or defect formation. Modern AE sensors can operate from 50 kHz to 1 MHz. When attached to the surface, they analyze high-frequency acoustic waves and pick up crack growth. By placing many AE sensors in different locations, you can triangulate the source of emissions and pinpoint the exact cracking location.
The key advantage of acoustic emission testing is that they can detect microcracks as early as their initiation. AE sensors integrate with asset monitoring software to send signals and quickly pick up changes. Another opportunity is applying pattern recognition algorithms to AE records to identify precise cracking signatures.
For instance, one research group tried using the linear regression technique to analyze AE data obtained from the continuous monitoring of stainless steel plate 304H. Researchers coded an iterative algorithm to identify the precise location and signal signatures of AE signals.
Slow Strain Rate Testing (SSRT)
Slow strain rate testing is the process of applying direct strain to materials at constant rates while immersing them in simulated corrosive environments. Test results determine the object’s tensile strength, corrosion crack threshold, and time to failure.
SSRT is a standard practice for assessing stress corrosion cracking, governed by ASTM G129-21. Its key advantages include a simple and modular set-up, lower cost than fracture mechanics tests, and a relatively rapid screening.
However, there are also some limitations. A recent study found that SSRT is not accurate in predicting a material’s susceptibility to hydrogen-induced brittleness in Ni-Cu superalloys. It turned out that hydrogen cannot reach the depths of intergranular structures.
Stress Corrosion Cracking Mitigation Strategies
NDT techniques help identify early signs of stress corrosion, revealing the location and depth of cracks or preceding material thinning. Based on this data, you can select mitigation strategies to prevent or postpone more considerable damage. You might need to stack up on protective coating, look into heat treatment, and adopt continuous monitoring practices.
Protective Coating Applications
Protective coatings, paints, and adhesives provide a barrier between the metal surface and corrosive agents. For instance, epoxy and chlorinated rubber paints show great cohesion with metals, reducing their exposure to harmful chemicals even in underground environments. Graphite-based coatings are known to protect zirconium alloys in nuclear reactors from stress corrosion cracking. Meanwhile, MAO ceramic coatings show the potential to safeguard Magnesium alloys.
However, due to daily wear and tear, coatings can become thinner or develop holes. Regular inspections help you proactively spot these changes and reapply coating before the crack gets to the metal.
At Voliro, we can make inspections faster with a specialized dry film thickness (DFT) probe. Our DFT gauge has two modes, inspecting coatings on both ferrous and nonferrous metals. With the probe, you can measure the thickness of paint up to 1.5 mm / 0-60 mils, whether it is old or just applied.
Voliro T taking DFT measurements
Heat Treatment
Heat treatment, like solution annealing or hardening, can make certain alloys more resistant to stress corrosion cracking by relieving residual stresses. Here are examples of materials and their response to heat treatment:
Ongoing condition monitoring enables early detection of SCC. This strategy involves constant real-time data collection and comparison with baseline measurements. Conditioning data analysis can be enhanced with ML algorithms for SCC onset predictions.
To implement condition monitoring for SCC prevention, you will need to invest in:
IoT sensors to collect information about your asset’s acoustic waves, vibration, rotor speed, operating temperatures, humidity, and presence of corrosive chemicals.
Optical equipment, like drones mounted with HD and zoom cameras, to perform regular visual inspections of components susceptible to SCC
Non-destructive testing equipment, like ultrasonic transducers or EMAT to spot any minute surface cracks, structural thinning, and coating loss.
Conclusion
When going undetected, stress corrosion cracking can take a great toll on your assets. Therefore, the key to preventing incidents is performing frequent inspections. Take it from Enbridge. Stress corrosion cracks caused their pipeline to rupture, displacing more than 100 people from their homes — an incident that could have been prevented with more frequent inspections.
Voliro T can help you streamline asset inspections. Featuring swappable ultrasonic, eddy current, dry film thickness, and EMAT probes, Voliro T inspection drone covers a wide range of NDT scenarios across different assets. You save on surface prep, scaffolding construction, and asset shutdowns, which can make your inspections 2x faster and 30% less expensive.