Non-Destructive Testing (NDT): Types and Techniques
Table of Contents
1.
What is Non-Destructive Testing (NDT)?
1.1.
The Importance of Non-Destructive Testing
1.2.
Destructive vs Non-Destructive Testing: Key Difference
2.
When Is NDT Testing Required?
3.
Key NDT Methods: Overview
3.1.
Visual Testing (VT)
3.2.
Magnetic Particle Testing (MT)
3.3.
Magnetic Flux Leakage Testing (MFL)
3.4.
Liquid Penetrant Testing (PT)
3.5.
Ultrasonic Testing (UT)
3.6.
Guided Wave (GW) Testing
3.7.
Radiographic Testing (RT)
3.8.
Eddy Current Testing
3.9.
Ground Penetrating Radar (GPR)
3.10.
Acoustic Emission Testing (AE)
3.11.
Thermal/Infrared Testing (IR)
3.12.
Microwave Testing
3.13.
Laser Testing
3.14.
Leak Testing
4.
NDT Testing: Regulations and International Standards
5.
Streamline NDT Processes with Voliro
6.
Discover Voliro inspection drone and payloads.
Whether you’re in the automotive or petroleum industry, you’ve probably heard about non-destructive testing. It’s either part of your product development to enhance new parts’ quality or a regulatory requirement.
This guide explains when non-destructive tests are used, which assets to inspect regularly, and the best testing methods for different materials.
What is Non-Destructive Testing (NDT)?
Non-destructive testing (NDT) refers to quality assurance and material examination techniques that preserve the integrity of inspected materials, components, and assets.
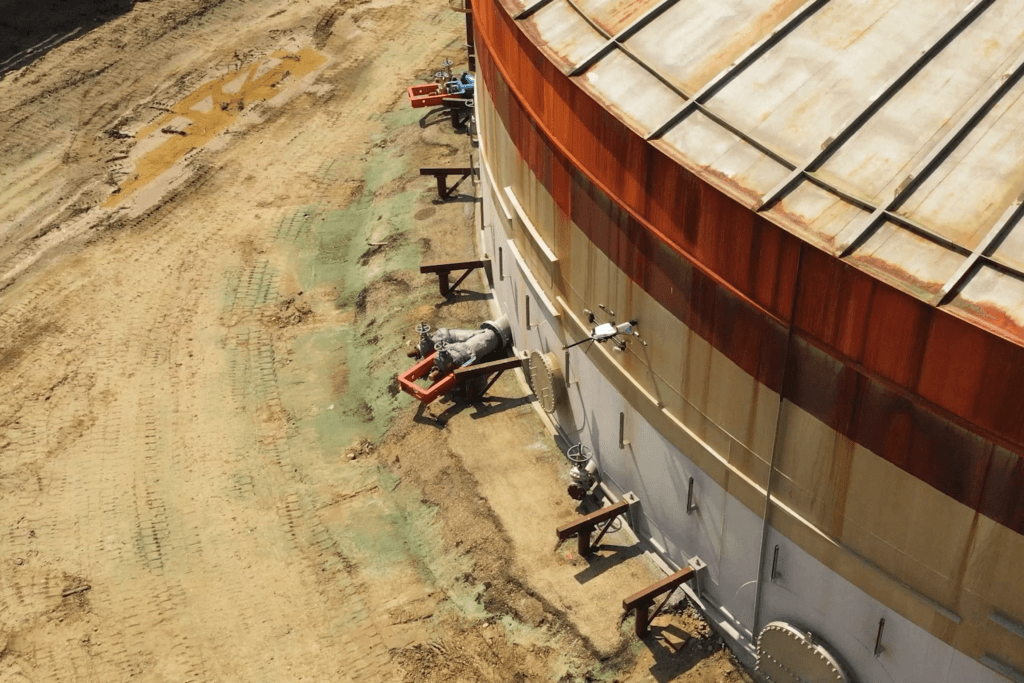
Industrial assets such as oil storage tanks, lightning prevention systems on wind turbines, piping, and supporting pylons require regular examination for maintenance and regulatory purposes. NDT inspections identify defects, flaws, irregularities, or wear and tear in structures to ensure safety and robustness
Non-destructive testing is the only way to get high-fidelity material characteristics of an asset without damaging it.
The most common types of non-destructive testing methods assume the usage of sound waves, acoustic impulses, or gamma rays to perform in-depth material assessments. By combining different methods, NDT technicians can test objects for the smallest cracks, voids, or weld discontinuities, invisible to the naked eye.
Types of materials you can test with NDT:
Metals
Alloys
Plastics
Ceramics
Composites
Concrete
Coatings
Wood
Glass
Fiberglass
Rubber
Electronic components
Weldments
Pipelines
Castings
Forgings
The Importance of Non-Destructive Testing
NDT serves two primary purposes: quality control and asset maintenance.
Aerospace and automotive companies have little margin for error when developing new product components. Aircraft engine turbine blades must operate under extreme temperatures and pressure while maintaining optimal speeds. Quality assurance engineers use NDT techniques like ultrasonic testing (UT) or radiographic testing (RT) to inspect the blades for material inconsistencies or cracks after crash tests to ensure durability. NDT allows inspection without interfering with a product’s final use, balancing quality control and cost-effectiveness.
Regular NDT assessments are a compliance requirement in many industries. Operators of oil rigs, power plants, and chemical facilities must comply with safety standards and ensure assets don’t leak, deform, or degrade to the point where they become hazardous.
Magnetic particle testing is used to detect surface-level cold cuts or shrinkage cracks in castings, forgings, and metal components. Eddy current testing is a good method for detecting early signs of corrosion or material loss in pipelines, boilers, and storage tanks.
Early issue detection prevents costly leaks, deformations, and sudden equipment failures. Fortune Global 500 manufacturing and industrial firms lose over $1.5 trillion yearly to unplanned downtime. Regular NDT testing helps avoid operational failures, save on repairs, and extend assets’ lifespan.
Industries relying on NDT for asset evaluations and inspections:
Aviation & aerospace
Automotive
Oil & gas
Manufacturing
Power generation
Infrastructure
Telecom
Mining
Chemicals
Construction
Rail & transportation
Marine & shipbuilding
Destructive vs Non-Destructive Testing: Key Difference
Destructive and non-destructive testing gauge material endurance using different principles. Non-destructive tests aim to preserve material integrity, while destructive testing (DT) applies different pressures (e.g., high temperature, extreme load) until asset deformation or destruction.
Destructive tests help determine the point of failure for the material or component, while NDT tests provide data on asset condition, quality, and reliability.
Non-destructive testing examples
Destructive testing examples
1. Directing ultrasonic waves against a metal sheet to detect cracks.
2. Using electromagnetic waves to detect changes in concrete thickness.
1. Bending a metal sheet until it fractures.
2. Dropping a weight on a concrete platform to estimate deformation and cracks under pressure.
Sample NDT Methods
Sample NDT Methods
1. Ultrasonic testing (UT) 2. Magnetic particle testing (MT) 3. Eddy current testing
NDT inspection frequency varies depending on the assets in use, established by regulatory bodies and certification organizations like SAFed, IoP, or ASNT.
In the UK, lifting equipment (e.g., aerial loading platforms) and associated accessories used to lift people must be inspected every six months, and other lifting equipment (e.g., hoists) must be inspected every twelve months. The American Petroleum Institute Standard (API 653) states that internal and external storage tank inspections must be done at least every 5 years.
Even when NDT isn’t directly required, running regular tests is more cost-effective than replacing equipment. Although most wind turbines have a lightning strike prevention (LPS) system, lightning damages cost operators over $100 million annually and account for 60% of blade losses. This leads to extra downtime, maintenance expenses, and higher insurance costs. These losses can be minimized with regular LPS tests with drones — a cost-effective method, requiring only 20 minutes versus 6 hours with rope access.
Asset owners develop non-destructive inspection schedules based on their assets’ risk levels and industry standards to prevent unscheduled downtime.
Key NDT Methods: Overview
NDT uses various analysis techniques to evaluate materials, parts, components, and large structures.
Visual testing (VT) involves observing the test object’s surface for discontinuities or damages. Remote visual inspections effectively identify corrosion, physical damage, part misalignment, and cracks, especially in hard-to-reach areas.
Visual testing is the first step in ultrasonic and radiographic inspection. It locates areas of interest and ensures the surface is free of contamination, coatings, or obstructions that may interfere with the tests.
The visual test is the second step in liquid penetrant and magnetic particle inspection. It confirms the correct application of penetrant or magnetic particles and captures defect indications.
Best NDT method for preliminary asset inspection and test site preparation.
Magnetic Particle Testing (MT)
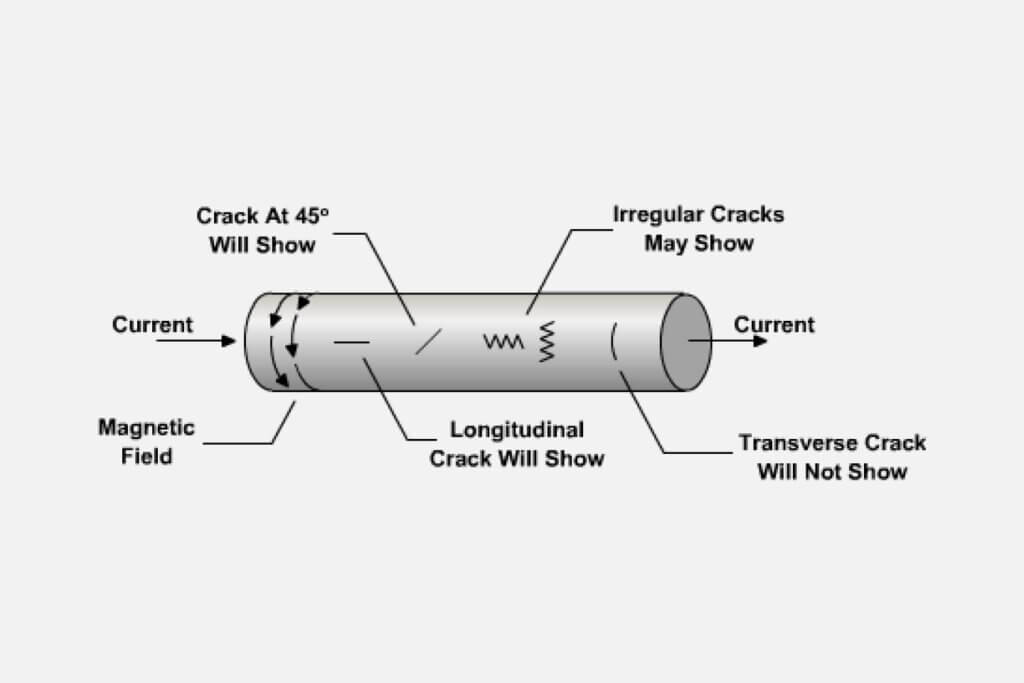
Magnetic particle testing (MT) detects flaws or defects on metal surfaces or just beneath. Technicians create a magnetic field using a permanent magnet, electric coils, or handheld electrode prods.
When a magnetic field is applied to the metal, defects disrupt the field, causing magnetic force lines to leak out. These lines attract tiny metal particles, creating a visible mark that shows the defect’s location. Colored magnetic particles stick to the metal and are visible to the naked eye or under ultraviolet light.
Magnetic particle testing is the go-to method for testing welding on metal structures and cracks in power generation equipment, such as wind turbines, generators, boilers, and structural steel components.
Best for NDT testing method for easily accessible ferromagnetic assets.
Magnetic Flux Leakage Testing (MFL)
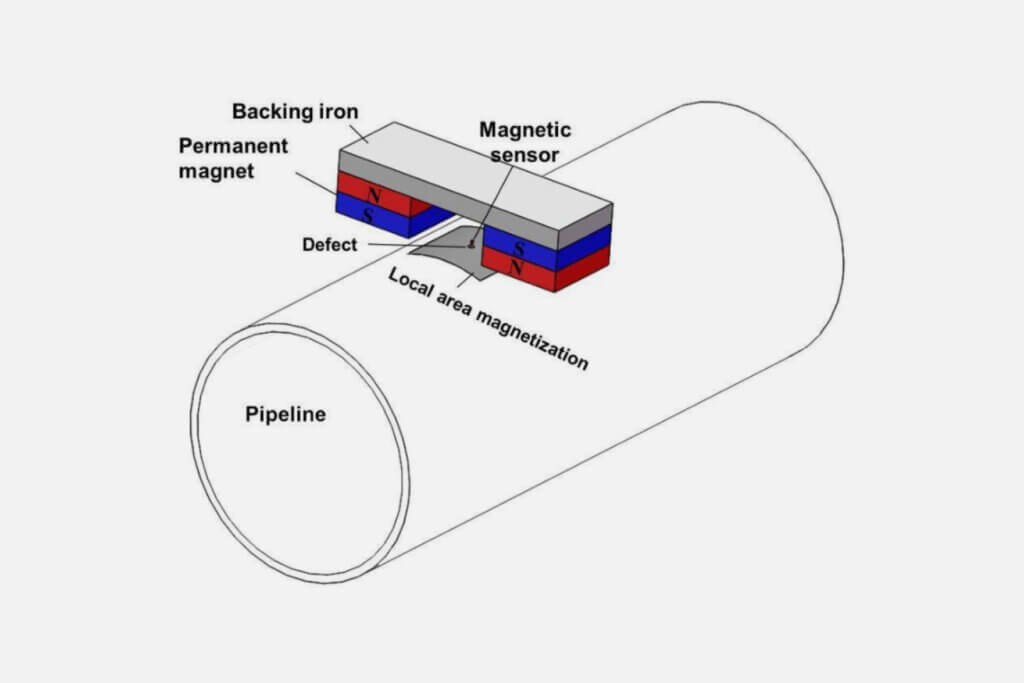
Magnetic flux leakage testing also leverages changes in magnetic fields to detect signs of corrosion or other damage in metal components. It’s like using a magnet to find hidden metal objects in your pocket. If there’s a problem in a metal pipe, like a hole or thinning, the magnetic field leaks out, and sensors can detect it.
Unlike magnetic particle testing, MFL doesn’t use colored particles to detect surface damage. Instead, it uses data from various sensors (Hall effect, fluxgate, and coil sensors) to detect the smallest changes in magnetic fields indicative of a defect.
Most data is collected by sensors on specialized equipment, so MFL is used to test larger structures like storage tanks, tubes, and pipes. Inspection drones streamline the examination process by allowing close access to test pieces.
Best NDT testing method for large ferromagnetic assets and structures.
Liquid Penetrant Testing (PT)
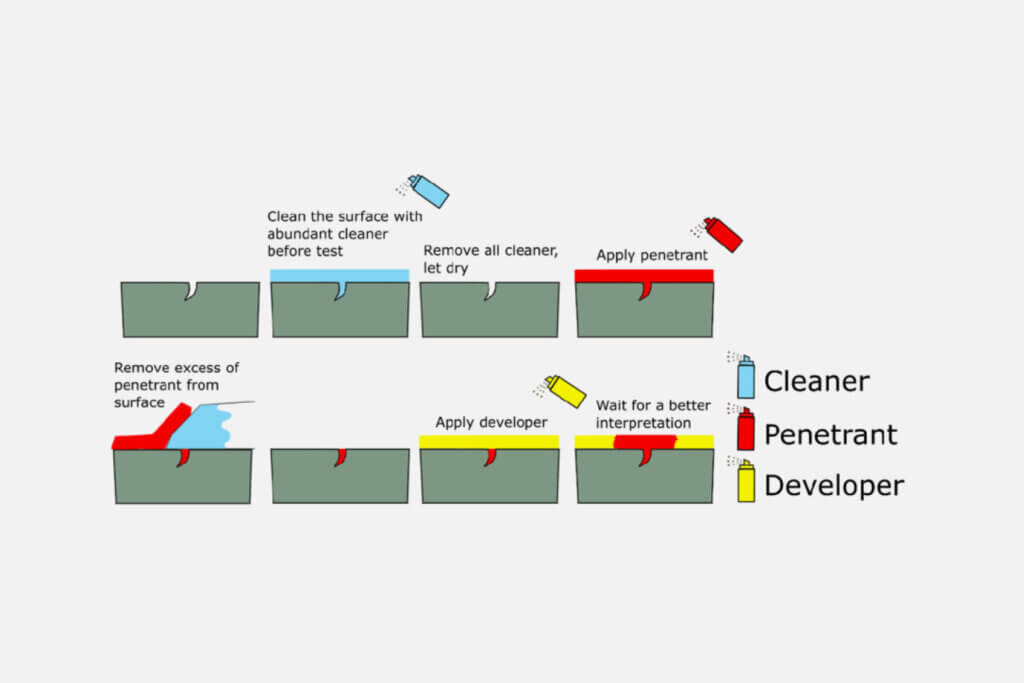
Liquid penetrant testing (PT) is another method for finding surface-level defects in metal construction. Inspectors apply a highly fluid liquid penetrant to the structure. The substance seeps into cracks. Technicians apply a developer agent to the surface to color the trapped penetrant, exposing defects.
Non-ferromagnetic materials like stainless steel, aluminum, or non-ferrous alloys can be tested with penetrant testing. This testing method also works better for structural components with irregular shapes (e.g., piping with multiple curves or bends).
Best NDT testing method for non-ferromagnetic assets with complex geometries.
Ultrasonic Testing (UT)
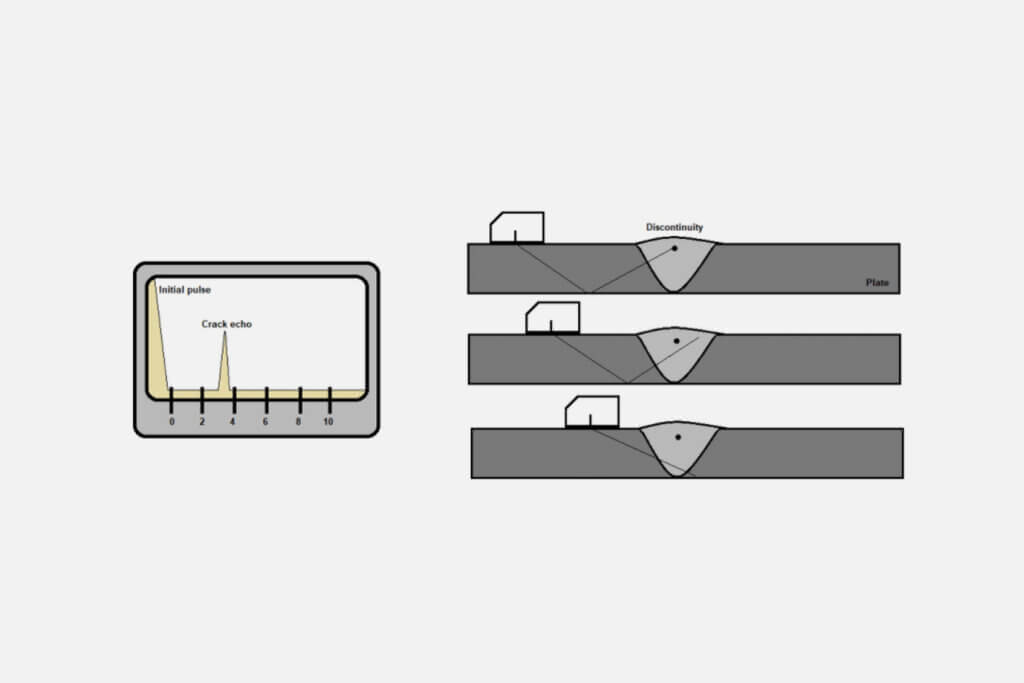
Ultrasonic testing (UT) leverages high-frequency sound waves for asset inspection. An irregularity in a wave causes some of the sound to bounce back, alerting the inspector about a possible defect. It’s like using a sonar fish finder to locate fish, but you’re fishing for flaw.
Different sound waves are used in UT. Some vibrate in the same direction as the sound (compression waves), while others vibrate perpendicular to the sound (shear waves).
Laminations and delaminations (separations of layers within a material)
Inclusions or foreign material embedded in the tested asset
Ultrasonic testing can detect weld issues in structures, pipelines, pressure vessels, and tanks, as well as problems with piping systems (e.g., corrosion, erosion, wall thickness variations). It’s a common non-destructive examination method for pressure vessels and storage tanks to detect early signs of wall thinning, pitting, or stress corrosion cracking.
Technicians traditionally use various ultrasonic transducers and probes to inspect assets. These can be hand-held or attached to a drone to reach narrow cavities or high areas. UT inspection drones are a safer alternative to sending personnel up elevated structures, reducing risks.
Voliro has developed two ultrasonic transducer payloads for live scans at temperatures up to 260°C (500 °F), saving substantial time and effort on data collection. Boasting high dexterity, Voliro drones can perform thorough inspections in complex environments like chimneys, storage tanks, or stacks. UT inspections can be done in a day without shutdowns. Learn more about Voliro inspection drones.
Voliro T high temp UT inspection. Source: Voliro.
Guided Wave (GW) Testing
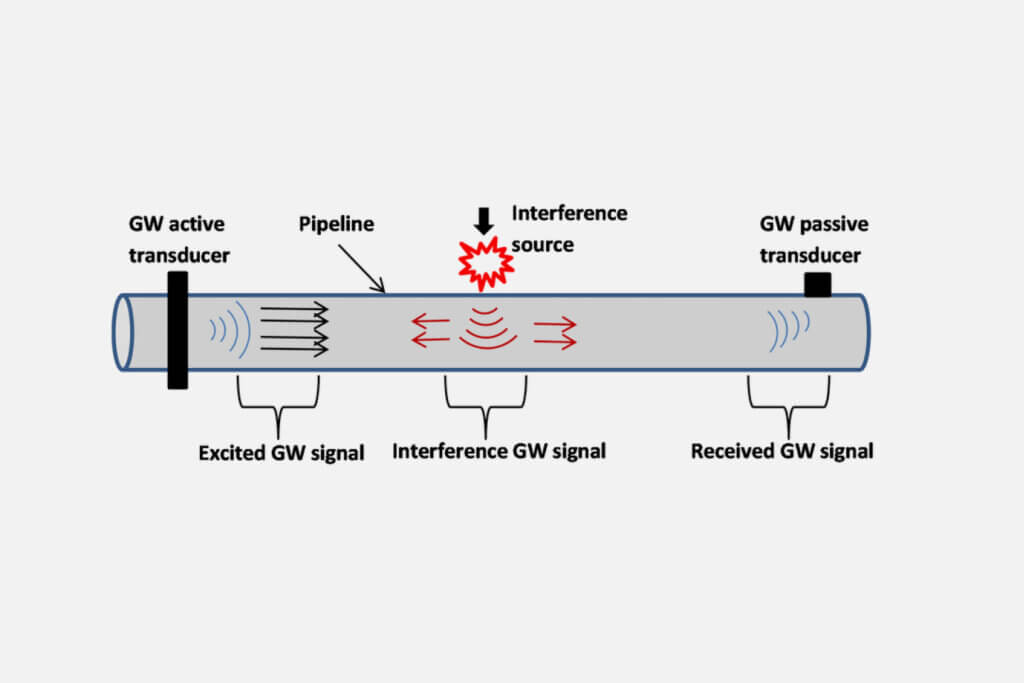
Guided wave testing is another non-destructive evaluation technique that uses ultrasonic waves to identify defects. Since ground wave testing doesn’t require direct contact, it’s often used to detect surface anomalies along large objects like pipes.
Inspectors place a transducer ring or exciter coil outside the pipe and direct ultrasonic waves along its sides. The waves bounce off any irregularities (like corrosion) on the surfaces inside and outside.
The advantage of guided wave testing is that you don’t need to remove any coatings or insulation to examine the piping. The downside is that GW testing results have lower resolution, making it harder to detect smaller defects or identify their precise size, shape, or location.
Best NDT testing method for large pipelines and tubing.
Radiographic Testing (RT)
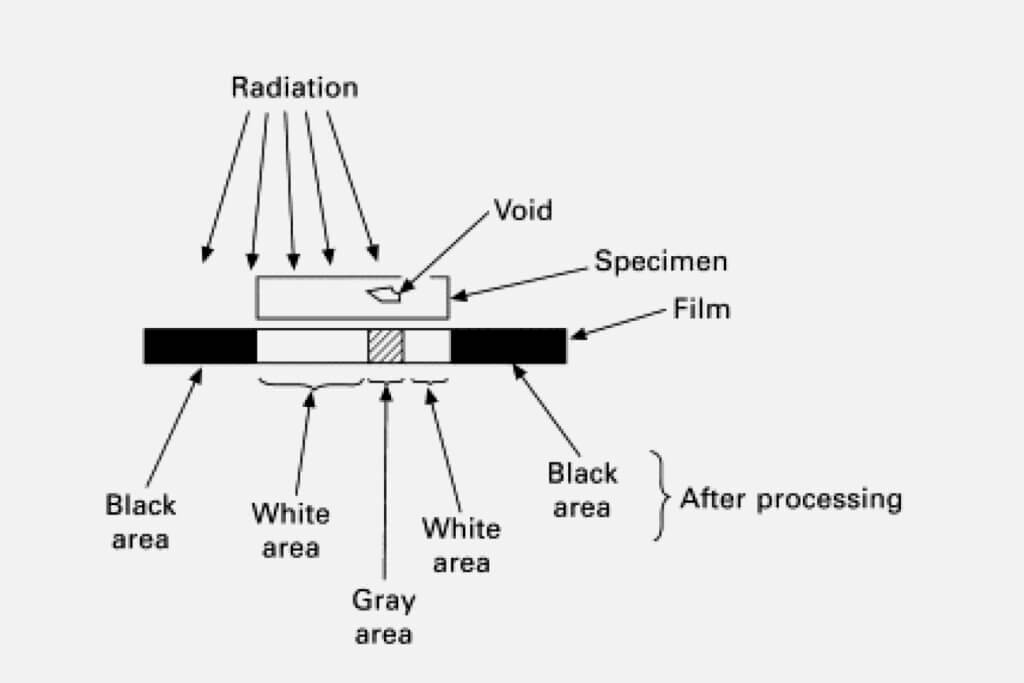
Radiographic testing (RT) uses radiation rays (aka X-rays) to examine dense materials. Gamma radiation passes through the test object, exposing a film or digital detector on the other side. Darker areas indicate where more radiation passes through, signifying gaps or cracks.
Industrial radiography uses two types of radioactive isotopes:
Iridium-192 (Ir-192) is used to examine objects with thicknesses up to 7 cm (3 inches).
Cobalt-60 (Co-60) is used to examine thicker objects.
Because we’re talking gamma radiation, inspectors must follow special safety protocols and always use appropriate personal protective equipment (PPE) to minimize exposure. Soindustrial radiography is rather laborious and expensive.
Eddy Current Testing
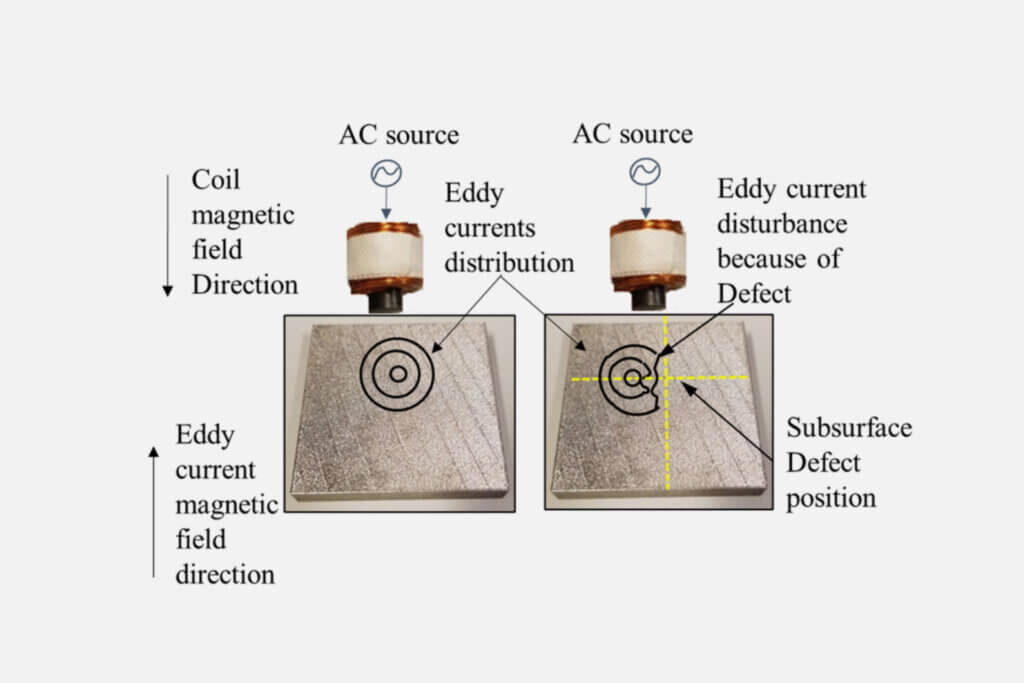
Eddy current testing is an electromagnetic method for inspecting conductive materials, like certain metals, alloys, and conductive paints or platings on metal surfaces. Unlike MPT and LT, direct contact between the surface and the testing equipment isn’t required with eddy testing.
During testing, inspectors apply an alternating current to materials to create a magnetic field, inducing eddy currents within them. Flaws or defects in the material alter the current’s pattern. Detecting and analyzing this change helps inspectors identify flaws with high precision.
Eddy current testing is a cost-effective and reliable technique used for quality assurance and safety inspections of power cables, heat exchanger coils, condenser tubes, non-pyrogenic alloys, and carbon fiber composites.
Best NDT testing method for no-contact inspection of conductive materials.
Ground Penetrating Radar (GPR)
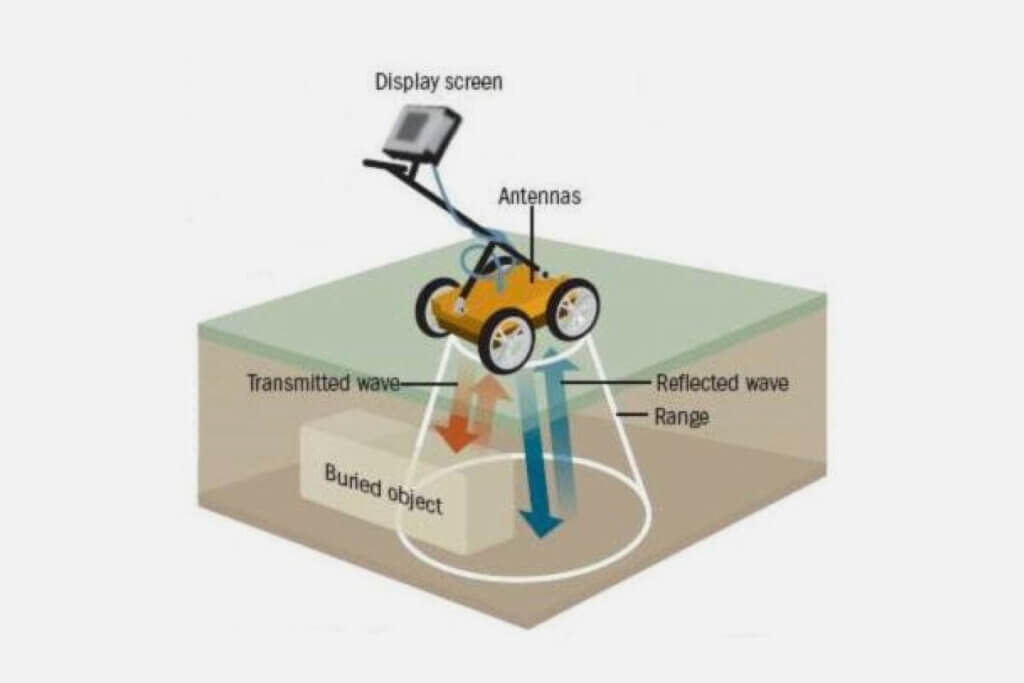
Ground penetrating radar (GPR) works by sending electromagnetic pulses into the ground and listening for their echoes as they bounce back. This signal can create a picture of what’s underground, similar to how ultrasound creates images of what’s inside the body.
When the signal hits something underground, like a pipe or rock, it bounces back differently, and GPR can detect these differences. With GPR, asset owners can detect buried pipes, cables, and changes in the ground, like whether the soil is wet or dry. GPR can’t scan through metal (i.e., peak inside a metal pipe) — it can only indicate its location.
GPR is useful for finding buried utilities or hidden structures in concrete. Hence, this testing method is often used in civil engineering and construction.
Best NDT method for detecting underground objects or obstructions.
Acoustic Emission Testing (AE)
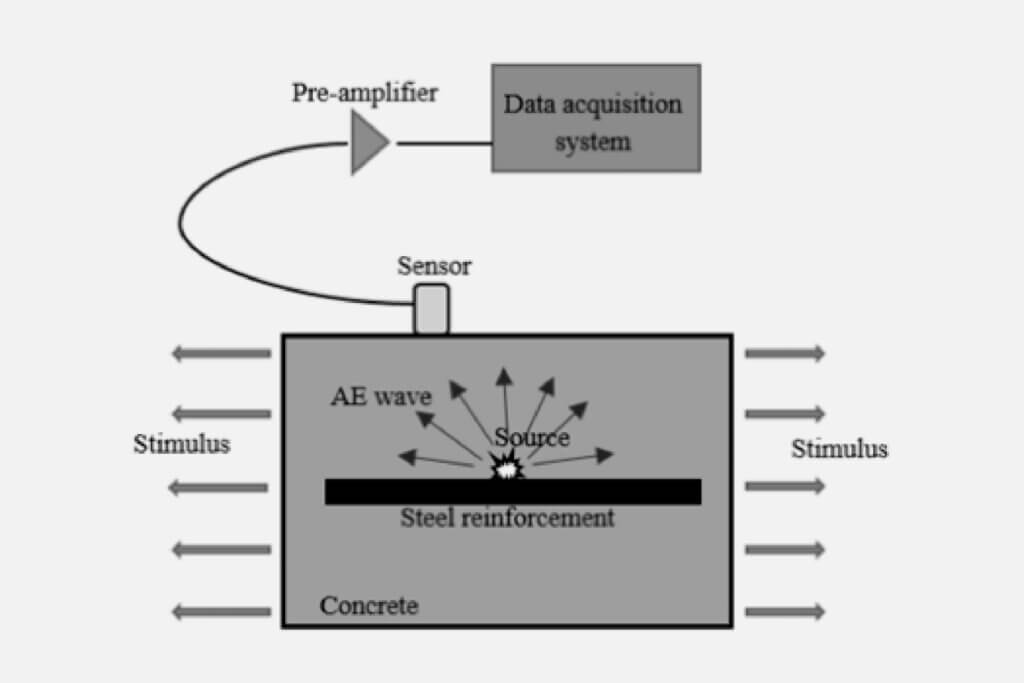
Acoustic emission testing (AE) captures mechanical vibrations of stressed materials or structures. Technicians attach sensors (e.g., piezoelectric sensors) or transducers (e.g., strain gauges) to the test object’s surface to convert stress waves into electrical signals. Then, they apply a sudden force, change in temperature, or pressure to the structure and analyze the generated vibration.
AE tests detect surface changes caused by stress waves (cracks, deformation, etc.), indicating hidden problems or weaknesses. It’s great for quality assurance of critical assets like supporting structures, towers, bridges, and individual system components (pumps, compressors, bearings).
Best NDT testing method for structural bearing components, pressure vessels, and storage tanks.
Thermal/Infrared Testing (IR)
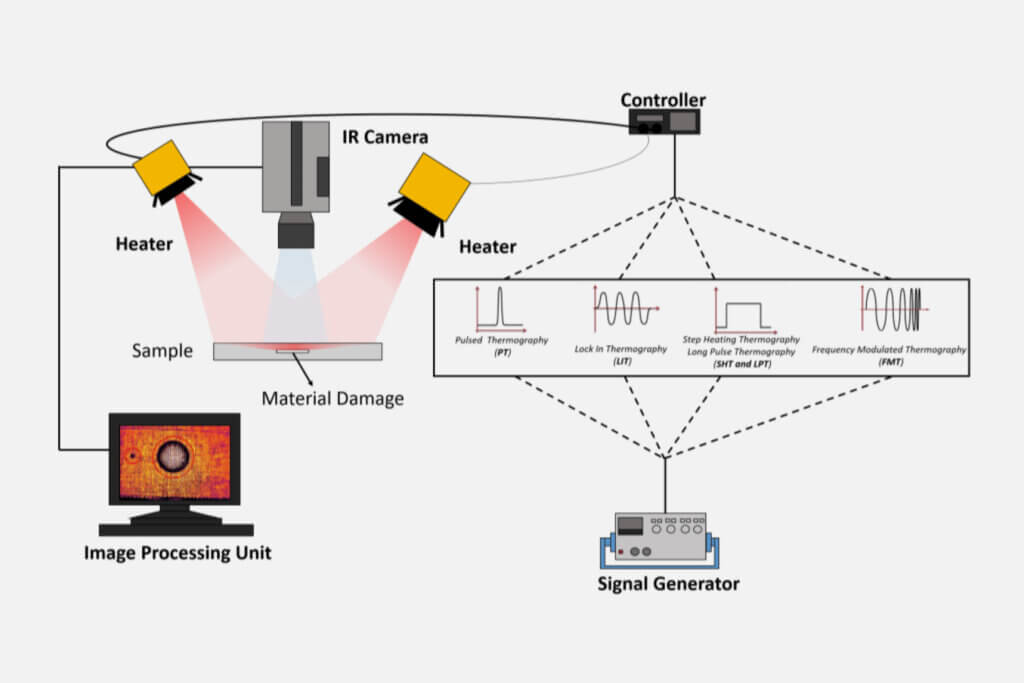
Thermal testing (also known as infrared thermography) measures the apparent surface temperature of tested objects to examine their thermal conductivity. Overheating metal parts in a motor can deform, causing performance issues. Poorly isolated wiring in electrical panels can cause short circuits. Thermal tests help detect those problems.
Infrared thermography is primarily used to identify energy loss in buildings. Although manufacturing companies also use thermal scanning to locate cracks or delaminations in polymers, plastics, ceramics, and semiconductors. Infrared testing helps localize areas under high thermal stress, fatigue, or degradation, which can change material integrity.
Best NDT testing method for detecting energy loss and thermal-induced deformations.
Microwave Testing
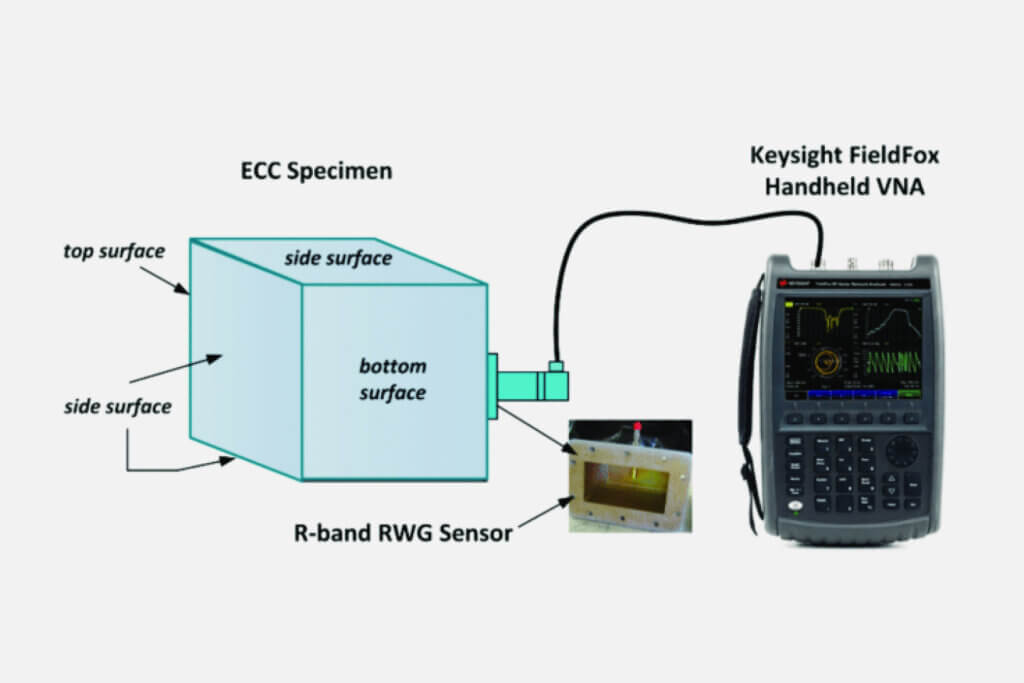
Microwave testing (MW) uses electromagnetic waves in the microwave frequency range to scan for irregularities. By analyzing reflected wave signals, teams can identify abnormalities such as cracks, voids, or inconsistencies.
Microwave (MW) inspection is gaining popularity for examining plastic and composite materials due to its effectiveness, especially with complex composite materials like glass fiber-reinforced polymers (GFRP).
The non-contact nature of this NDT technique allows for accurate, reliable, and repeatable MNDT readings on composites in high or low temperatures and complex electrostatic environments (e.g., DC biasing fields, ionizing radiation, etc.). On the downside, microwave testing doesn’t work great for metallic or other conductive materials. Delivering accurate results requires extensive setup, leading to higher testing costs.
Best NDT method for examining plastic and composite materials.
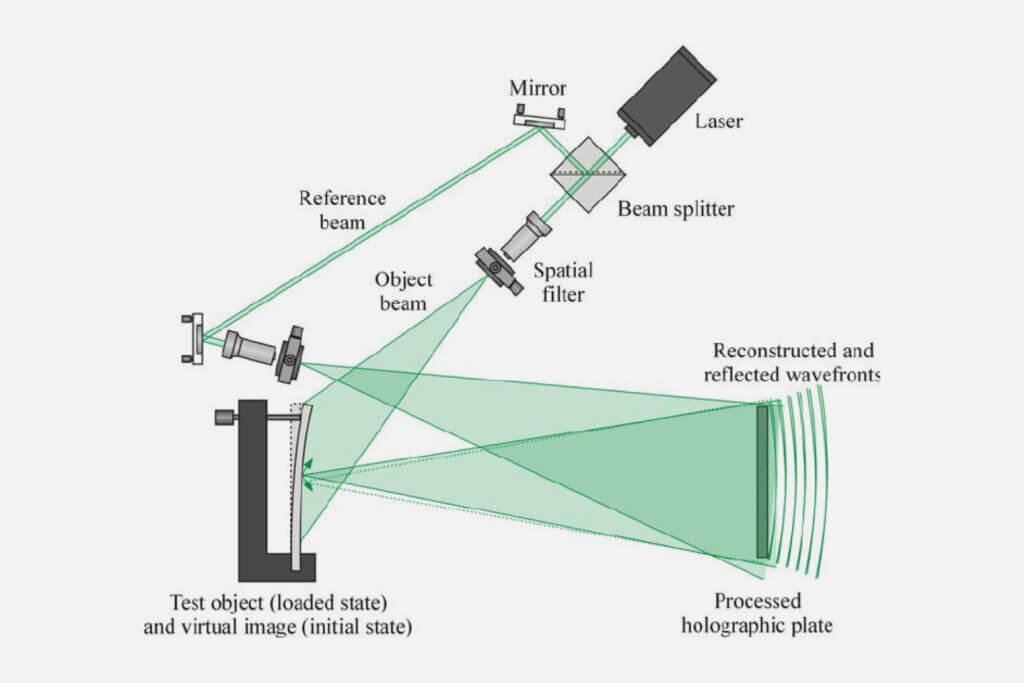
Laser Testing
Laser testing uses helium-neon, diode, Nd: YAG, and excimer lasers to detect surface-level issues. Inspectors first apply stress to the material (e.g., bend it). Then use laser light to create images of surface changes.
The two main testing techniques are holography and shearography. Here’s how they work:
Holography uses laser light to create a detailed image of a material’s surface and subsurface. When the material is stressed, defects cause tiny changes in the surface that can be seen in the holography image. However, ambient vibration in the test object can degrade these results
Shearography uses laser light to detect surface changes caused by stress. When the material is stressed, defects create small surface deformations visible in the shearography image. Due to its low sensitivity to ambient vibration, it’s better for examining larger objects like rail cars or aircraft parts.
Both approaches are non-contact fast, and they can detect a variety of defects without closely following a material’s shape. However, the test setup process is rather laborious.
Best NDT testing method for aerospace components, semiconductor chips, and electronic assemblies.
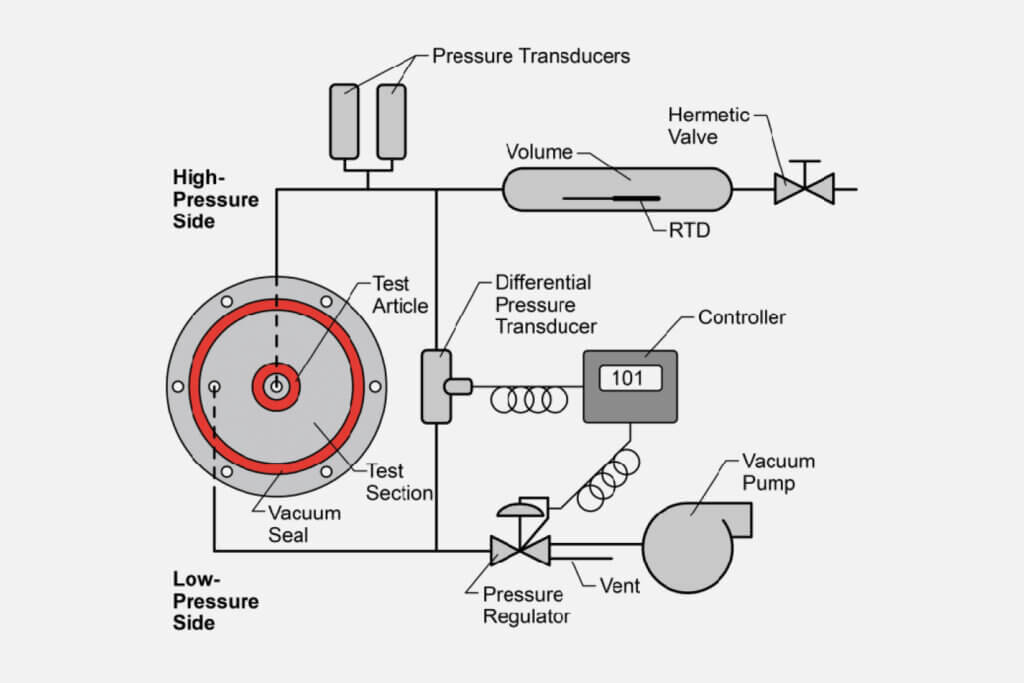
Leak Testing
Leak testing uses non-destructive testing methods to locate breaches in the integrity of sealed or pressurized systems like gas tanks, refrigeration systems, or chemical basins. These tests ensure asset integrity, safety, and regulatory compliance.
The above standards provide guidelines for the qualification, certification, and performance of NDT personnel, as well as the proper use of different NDT techniques and interpretation of the results.
Additionally, each industry must meet compliance requirements for regular asset management prescribed by respective regulatory bodies. Here’s a quick overview of the main regulatory bodies and standards related to asset maintenance.
Country
Regulatory Bodies
Standards and Certification Organizations
USA
OSHA (Occupational Safety and Health Administration )
PHMSA (Pipeline and Hazardous Materials Safety Administration)
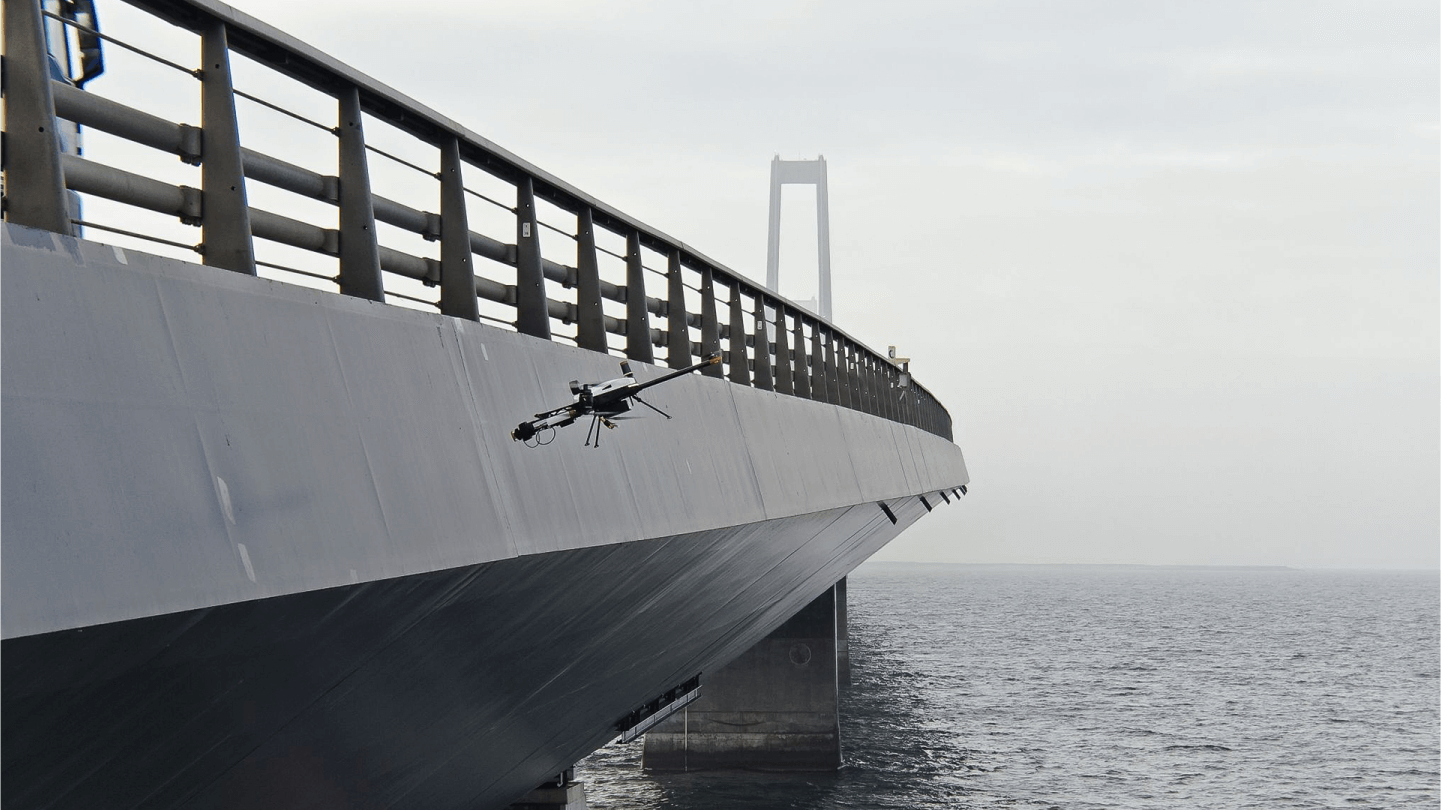
Purpose-built for close-to-structure work, Voliro drones help collect richer inspection data in less time. Inspect assets in use to avoid unnecessary downtime and production delays.
Our drones have 360-degree mobility, enabling your teams to perform work at heights and in hard-to-reach areas safely. With AI-assisted autonomy and 3-day pilot training included in every subscription, using a Voliro is like switching from a paper map to GPS navigation.