Often, an odd sound indicates a problem. Weird grinding sounds are a sign of friction or poor lubrication. Rattling and clicking in an engine likely indicate some mechanical damage. And even more noises, typically undetected by the human ear, indicate structural damage.
Acoustic emission testing can detect the early signs of deterioration in various industrial assets and system components.
What is Acoustic Emission Testing?
Acoustic emission testing (AET) measures transient elastic waves produced by a test object under external stimuli like pressure, load, or temperature changes. Elastic waves cause mechanical vibrations. AE sensors placed on the test object’s surface or held close to it convert these vibrations into electrical signals.
Different types of damage produce unique AE signal patterns. For example, leaks have a continuous signal with no definite beginning and end. Debonding in fiber-reinforced composites creates burst emissions. By applying parameter-based analysis and waveform-based analysis, inspectors extract specific features from AE signals based on a preset voltage threshold. Then, they analyze the patterns to describe the damage.
Acoustic emission NDT technique is widely used in various industries thanks to its high reliability and versatility. AET can be performed on all materials except for extra thick metallic structures (above 20 mm) and some highly absorptive or transparent materials like certain types of foams, insulation, and fully transparent plastics.
Where is Acoustic Emission Testing Used?
Because stress waves can propagate in almost all types of materials (except for those with high-dampening properties like rubber, foams, and some composites), acoustic testing has many industrial applications. It’s a common NDT method for assessing the structural integrity of loading or bearing structures, corrosion and leak detection in piping, refractory wear identification in equipment, and mechanical stress evaluations across other critical equipment and assets.
Industries
Defect types
Assets
1. Aerospace 2. Power generation 3. Oil & Gas 4. Civil engineering 5. Manufacturing 6. Rail transportation 7. Marine transportation
AE inspections are an effective method for detecting early signs of structural degradation and equipment fatigue. The common sources of AE are cracks, delaminations, deformations, erosion, corrosion, and mechanical stress — factors that lead to equipment failure if left unaddressed.
It’s also a good way for detecting the growth of cracks, caused by degradation of mechanical structures under repeated pressure. A group of French researchers found that the development of small acoustic waves in different metals can be a valid predictor of mechanical fatigue. These multiplets follow the same pattern each time and emerge from one spot, indicating fatigue cracking. By using AE testing, it’s possible to detect these issues early on.
Generally, several international standards and guidelines govern the application and recommended regularity for AE tests:
ASTM E1419-00 covers the examination of product components for integrity and quality using AE.
ASTM E1419-00 provides guidelines for examining seamless, gas-filled pressure vessels.
ISO 16837:2019 describes how to use AE testing for damage qualification of reinforced concrete beams.
ISO 18081:2016 describes the leak detection process with acoustic emission.
Recommended AE condition monitoring requirements will also differ a lot based on the asset type, age, and frequency of usage. For example, pressure vessels in the petrochemical industry should be tested every 3-4 years after the beginning of the operation, then every 2-3 years as a follow-up measure. An inspector usually recommends the optimal condition monitoring approach for the evaluated assets.
Pros and Cons of Acoustic Emission Testing
The acoustic emission testing method not only allows the detection of present damage (e.g., cracks) but also determines its expansion. The test provides real-time information about asset deterioration, posing operational risks. In addition, AET offers fast and complete volumetric inspection when multiple sensors are used.
However, unlike magnetic particle or liquid penetrant non-destructive testing, AE signals cannot point to the direct location of the defect. They only indicate the presence of defects rather than describe their quantitative characteristics.
Advantages of AE
High sensitivity across various materials (metals, concrete, polymers, ceramics, woods, etc).
Immediate data on the likelihood and strengths of failure in the tested object.
Ability to distinguish between developing and stagnant defects, as well as different types of damage mechanisms.
Minimal surface prep is required. Modern transducers can penetrate dirt and protective coatings.
Fast and comprehensive volumetric inspections can be done with multiple sensors.
Disadvantages of AE
AE tests have limited penetration depths in thick or highly attenuative materials.
Only provides qualitative data on damage within the assessed structure.
Flaws can be undetected if load levels aren’t high enough to cause acoustic waves.
Prone to signal noise and interference if performed in loud service environments.
Sensitivity to sensor placement and coupling variations. A suboptimal setup can eschew test results.
Acoustic Emission Testing Process Overview
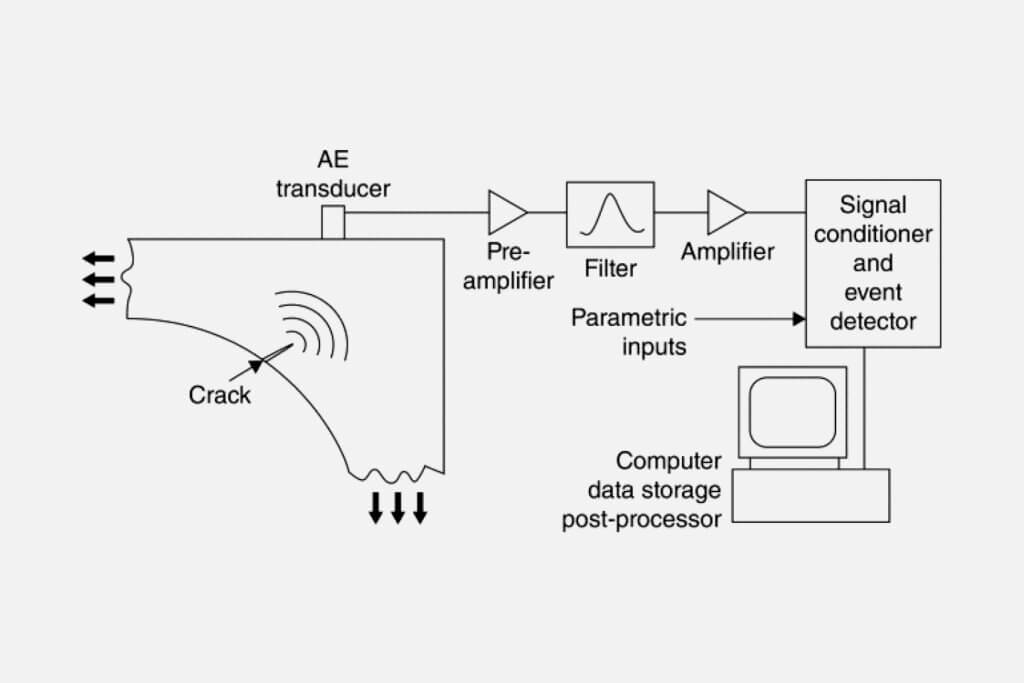
For the most basic acoustic emission test, you’ll need to place a sensor on the test object’s surface or position an AE transducer close to it. Most tests require several sensor placements to ensure good coverage. Sensor placement is usually done using interlocking triangles or rectangles. For good sensor coupling, apply resins, greases, or sealants. Sensors are linked to a low-noise preamplifier, a main amplifier, and additional electronic equipment that filters and isolates the sound.
The first step in an acoustic emission test is to determine the baseline, i.e., the background acoustic emission activity already occurring in the asset, to have a reference for comparison.
The next step is to apply external stimuli (e.g., extra pressure or high temperatures) that may cause defects in the test object. In each case, inspectors look for acoustic events that go above the normal threshold by analyzing the emission count, signal length, peak amplitude, emission strength, and other selected parameters.
Principle of acoustic emission process. Source: ScienceDirect
Inspectors can pinpoint the defect location by measuring the arrival time of an AE signal to each sensor and applying triangulation. Changes in AE activity exceeding predefined thresholds are flagged as potential indicators of crack growth.
A comprehensive AE report will provide data on the assets’ integrity, the nature of the identified defects, their location, and severity, plus recommended maintenance steps.
Recommended Acoustic Emission Testing Equipment
There’s a wide variety of specialized equipment for AE testing on the market. When evaluating your options, you’ll first need to decide on the AET method.
Passive AET tools detect operational sources of acoustic emission, already present in the asset (e.g., under current mechanical load and environmental conditions). It’s the optimal method for continuous asset monitoring for signs of fatigue or wear.
Active AET tools apply external stimuli such as a laser pulse or an ultrasonic wave into the test structure to induce acoustic emission to detect potential internal damage.
For active acoustic testing, you’ll need a signal generator to produce emissions at different range spectrums. Low-frequency tools are more sensitive to smaller defects and have a deeper penetration range. At higher frequencies, defects on a small scale are more visible, and the material attenuates their effects. Higher-frequency signals can also provide valuable information about the damage mechanisms within the material.
For example, MISTRAS’ hand-held FIELDCAL signal generator emits waves at four frequencies: 30 kHz, 60 kHz, 150 kHz, and 300 kHz. The 30 kHz range is great for inspecting thick-walled structures like bridges or concrete dams. The 150 kHz range works well for thin-walled concrete or metal structures such as pipelines, pressure vessels, or storage tanks. The 300 kHz range allows inspection of the thinnest materials like aluminum metal sheets or metal protective coatings.
The second major component of an AET system is a sensing element — a transducer or resonant sensor. AE transducers convert acoustic signals into electric ones, indicating the presence, severity, and impact of a defect. Resonant sensors, in turn, capture wave signals at different frequencies. Both come in several configurations.
Piezoelectric Transducers
A piezoelectric transducer detects ultrasonic waves generated by acoustic emissions within the tested object by converting mechanical energy into an electric signal (and vice versa). The electric signal is proportional to the acoustic emission event and can be further refined using noise filtering, amplification, and digitization to get high-fidelity data on the defect severity.
Standard piezoelectric transducers have a quartz or ceramic actuator element—a plate, ring, nozzle, disc, or other configuration you can position on the test surface to take measurements.
Piezoelectric: (a) No Piezoelectric Polarization (b) The Molecule Subjected to an External Force (c) The Polarization Effect on the Surface. Source: YJES
Even compact transducers can generate a force of up to 3,500 N/cm2 — the equivalent of getting punched by a professional boxer. On the downside, piezoelectric transducers must be directly attached to the surface and connected to an external voltage source, which limits their utility for hard-to-access structures.
Capacitive Sensors
Capacitive sensors use a membrane to convert the impact of acoustic waves into measurable electrical charge. Modern capacitive sensors can detect low-amplitude emissions that allow the detection of minuscule structural defects.
However, capacitive sensors require two parallel electrodes, so they are more complex to set up for scanning large objects with complex geometries. They also have limited penetration depth and are more sensitive to environmental conditions than piezoelectric sensors.
Strain Gauges
Strain gauges, attached directly to the asset’s surface, detect changes in mechanical exertion by analyzing the presence of acoustic events. Strain data provides information about the location, magnitude, and origins of the acoustic emission, allowing us to describe the nature of the damage.
Electrical, semiconductor, and fiber-optic strains are often used to collect localized measurements. Because strain gauges require direct surface coupling, they have a limited processing range, and the installation process can be tedious.
Although acoustic tests boast high sensitivity and work for a wide range of materials, they’re not the easiest to perform. Moreover, most tests don’t yield conclusive qualitative data.
To obtain richer data on the size, shape, and impact of the defects, ultrasonic testing makes more sense. UT methods provide more insights into the material composition, microstructure, and mechanical properties, as well as flaw characteristics.
Compared to AE testing, ultrasonic testing can penetrate deeper into thick sections and materials with high attenuation and provide more definitive data on the assets’ condition.
Eddy current testing offers better results than AE testing for testing large structures made of conductive materials for signs of leaks, discontinuities, and corrosion. When testing a hard-to-reach asset, a portal electromagnetic acoustic transducer (EMAT) can be a better idea. EMAT doesn’t require surface contact, so you can easily take measurements of hot, rough, or contaminated surfaces. With a Voliro inspection drone, you can perform precise inspections at height.
Discover how Voliro innovates non-destructive testing.