
Discovered in 1831 by Michael Faraday, electromagnetic induction enabled many electronic applications like wireless power transmission, electromagnetic brakes, and inductive stovetops.
French physicist Leon Foucault discovered another property of electromagnetic fields: eddy currents. Eddy currents are electric current loops swirling in a circular motion on the surface of a conductive material, named after the “eddies” that form when water tries to go around a rock.
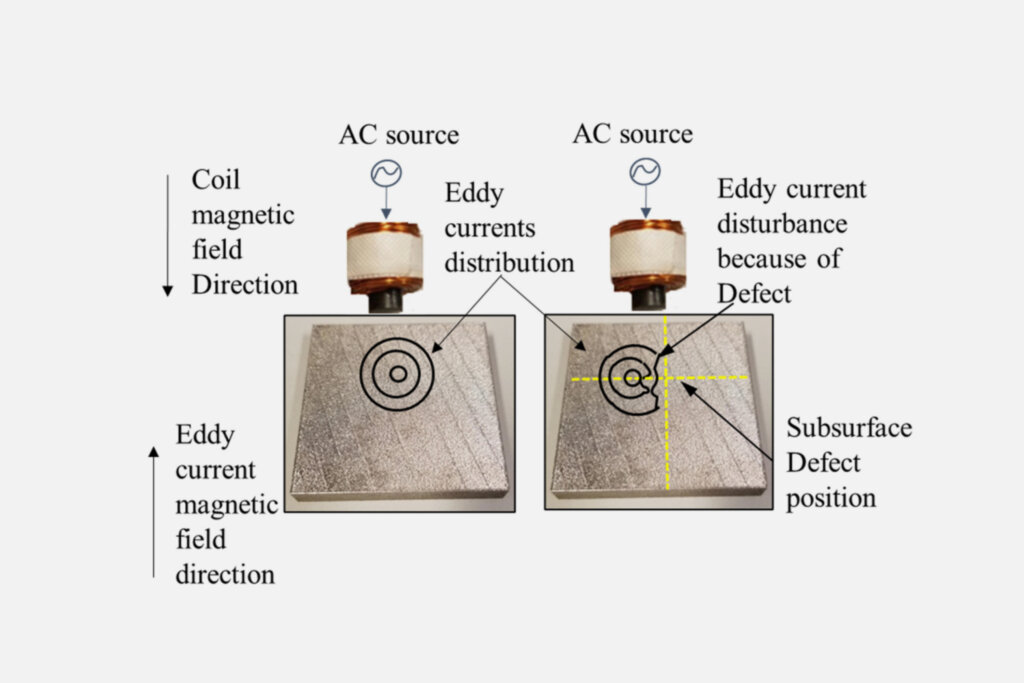
By analyzing eddy movements, we can detect near-surface defects on conductive surfaces without damage.
Eddy current testing is a non-destructive testing method that uses electromagnetic induction to identify flaws in conductive materials, such as corrosion, cracks, and loss of thickness.
When you apply an alternating current to a conductor like a copper wire, an electromagnetic field develops around it. If you bring another electrical conductor, like a metal pipe, close to the charged magnetic field, an eddy current will be induced in this second conductor.
Source: MDPI.
Micro-cracks in a stainless steel pipe will disrupt the phase (timing) and amplitude (strength) of the eddy current on the test surface. By measuring these changes, inspectors can identify the type and location of flaws.
Professor Friedrich Forster developed this nondestructive testing method and launched a company named Forster, which still sells different types of eddy current testing equipment.
Scientific advances improved eddy testing precision and sensitivity. Modern ECT tools no longer rely on cooper coils, but use:
Modern ECT software uses digital signal processing methods like Wavelet Transform or Fourier Transform to improve signal-to-noise ratio and resolution. Some systems rely on computer vision models (e.g., neural networks) to auto-detect and classify flaws.
Eddy current testing is primarily used to detect cracks, irregularities, or other near-surface flaws in electrically conductive materials. It’s also often used to measure material and coating thickness, inspect welds, and inspect tubing for corrosion or defects.
| Industries | Defect types | Assets |
| 1. Aerospace 2. Automotive 3. Chemicals 4. Defense 5. Manufacturing 6. Oil & Gas 7. Power Generation | 1. Cracks 2. Corrosion 3. Wear (in tubes, often due to erosion) 4. Freezing-related damage (in tubes) 5. Lack of fusion 6. Pitting 7. Wall thickness loss 8. Protective coating damage | 1. Conductive parts 2. Aerospace components 3. Automotive parts 4. Metal tube components 5. Welds and joints 6. Heat exchanger tubes 7. Bolt hole bores 8. Nozzle welds |
Eddy current testing is a common non-destructive testing method for collecting asset condition data for regulatory reporting. According to safety and operating standards, eddy current tests must be performed on operating facilities’ critical components or structural zones.
The recommended eddy current testing frequency for service assets is every 3 to 5 years for tubes, pipes, welds, and joints in critically important structural assets.
Include eddy current tests in the annual inspection to plan maintenance schedules and prevent unplanned downtime or accidents.
Eddy current inspection is the go-to option for flaw detection, thickness measurements, and conductivity examinations (e.g., to detect heat damage or determine case depth). It’s a high-precision and fast asset inspection method, especially with modern ECT probes.
However, eddy current inspections are only for conductive materials. The tests have limited depth, so only surface-level flaws can be detected.
Advantages of eddy current testing
Limitations of eddy current testing
Eddy current inspections can be done on assets in use as long as the technician can access them safely and there’s no electromagnetic interference from nearby equipment or electrical systems.
With specially designed coils and remote inspection probes, you can reach confined spaces, and drones with ECT probes let you work at heights. Depending on the asset, you may need to prepare the surface, e.g., remove painting or protective coating to minimize interference.
The inspection process varies depending on the technique and available instruments. ECT probes come in various shapes, sizes, and configurations.
Surface probes with large diameters and low frequencies offer deeper penetration but require direct surface contact. Pencil probes offer high resolution for near-surface flaw detection. Pulsed eddy current instruments are suitable for scanning larger objects. Array current testing tools combine pancake coils for effective flat or curved material inspection.

Source: Foerseter. Foerster eddy current testing equipment.
The coil(s) inside the ECT probe generates an alternating electric current to scan the asset. Inspectors use analog or digital meters to take current readings and report on defect findings.
To capture accurate measures, inspectors must often try multiple probes and test different frequency settings. Asset vibration, temperature fluctuations, and mechanical stresses can also affect the test results.
For the most basic eddy current test, you’ll need an alternating current source, a wire coil, and a voltmeter or an ammeter to measure the voltage fluctuations across the coil.
However, the instruments for industrial use are more sophisticated and have five standard components:
All of these elements are packed into compact handheld or remotely operated devices used for different types of inspections.
Handheld surface probes contain a fine wire coil in a protective housing. The probe shape and size depend on the instrument use case. For example, pencil surface probes mostly have one test coil, straight or angled, to detect surface-level cracks in restricted spaces.
Wide surface ring coils in turn, often have two active coils usually wound in opposition. This setup allows scanning larger areas and enables deeper penetration. They are often used for conductivity tests to provide bulk material measurements but are limited in their ability to detect small defects due to their large sampling area.
One advantage of eddy current testing is that many probe configurations (including fully custom-made) are possible to support different types of inspections.
Bolt-hole probes are purpose-built for being used together with a bolt-hole scanner. A surface coil is mounted inside a housing that matches the diameter of the hole to be inspected. The probe is inserted into the hole and rotated manually or by a scanner.
Rotating scanner probes offer better coverage and higher defect detection rates due to a wider frequency range.
Also called ID or feed-through probes, Bobbin probes can be inserted into hollow assets (e.g., a pipe) for an inside-out inspection. The special housing keeps the probe centered and oriented toward the test surface.
Most coils are wound around the probe’s circumference, allowing it to scan the entire test object at high speed in one go. This probe is extremely sensitive to defects thanks to the uniform magnetic field distribution across the test object.
Traditionally, most ECT probes are handheld, requiring the inspector to be in close proximity to the test surface. Because of that, eddy current inspections can become cumbersome if you need to scan large objects or enter confined spaces.
Unless you’re using drones for inspection. At Voliro, we’ve developed a drone with 30 N of stable force that can carry inspection probes to any hard-to-reach asset and effectively perform tests.
With Volior’s Pulsed Eddy Current probe, you can inspect aluminum jackets and low-carbon steel assets like insulated pipes or storage tanks for near-surface level defects. The probe penetrates the wall thickness range of 3 to 18 mm and can work at a lift-off distance of 100 mm.

Source: Voliro. Voliro PEC inspection.
Voliro’s integration of the lightweight, second-generation Sixpec® module onto the Voliro T drone, eliminates these challenges. Their solution enables safe, efficient, and accurate inspections of hard-to-reach areas without the need for direct contact or invasive preparatory work.
This groundbreaking approach was successfully tested at a Tupras refinery, demonstrating the capability to detect early-stage CUI with up to 100 mm of insulation thickness.

Source: Voliro. Voliro PEC payload.
Tubing array probes are specifically designed to inspect cylindrical assets like heat exchanger tubes, steam generator tubes, and various pipelines for integrity. A tubing array has several coil elements positioned circumferentially around the probe.
When inserted into the tube, each coil element provides overlapping inspection coverage, ensuring full coverage to detect even the smallest discontinuities in the material, like cracks, corrosion, or wall thinning. The array configuration can also be effectively customized to fit different tube sizes and difficult geometries.
Eddy current testing is a versatile method for assessing conductive structures for signs of corrosion, thickness loss, or wear and tear.
Although it requires measurement expertise, ECT produces accurate data on asset conditions’ enabling better maintenance.
Using Voliro inspection drones, you can perform eddy current tests at heights and in confined spaces faster and safer. No more scaffolding or rope climbing, resulting in asset downtime. Approach structure from the air with an easy-to-pilot specialized drone to perform ECT inspections.
Discover Voliro NDT inspection drones and specialized probes.

