Magnetic Particle Testing Guide: Process & Equipment
Table of Contents
1.
What is Magnetic Particle Testing (MPT)?
1.1.
How Does Magnetic Particle Testing (MPT) Work?
2.
What is Magnetic Particle Testing Used For?
2.1.
Common Application of Magnetic Particle Testing
2.2.
When Do You Need to Perform Magnetic Particle Testing?
3.
Magnetic Particle Inspection Process Overview
3.1.
Wet Suspension Inspection
3.2.
Dry Particle Testing
3.3.
Final Inspection Steps
4.
Pros and Cons of Magnetic Particle Testing
5.
Magnetic Particle Testing Equipment
5.1.
Contour Magnetic Probes
5.2.
Magnetic Particles
5.3.
Lights
5.4.
Other Accessories
6.
Alternatives to Magnetic Particle Testing
Although invisible, magnetic fields tell us a lot about our surroundings. Birds were lucky enough to evolve special iron-based receptors, and now they use them to detect Earth’s magnetism for intercontinental navigation.
For us, it took decades of experiments and a great deal of equipment to harness the power of magnetic fields. First, we invented an artificial “magnetic receptor,” aka compass, to help us navigate the world. Later, William Hoke invented a new asset inspection method to locate the tiniest defects.
In the 1920s, Hoke noticed how metal shavings accumulated around vehicle cracks. Such keen observation spurred Hoke’s research and eventually led to the patenting of magnetic particle testing, a method of locating defects in materials almost at the microscopic level.
What is Magnetic Particle Testing (MPT)?
Magnetic Particle Testing (MPT) is a non-destructive testing (NDT) method that uses magnetizing force to locate on-surface and sub-surface defects.
Because MPT relies on magnetic fields, it only works for assets made of ferromagnetic metals like iron, cobalt, and nickel. Such materials are highly susceptible to magnetic fields and can retain magnetic properties even when removed from the external force.
Magnetic particle testing is a visual NDT method. But unlike unaided inspections, MPT can reveal tiny, even microscopic cracks, pores, voids, and discontinuities an inspector may otherwise miss. Also, MPT delivers quick results, letting you see the defect’s location, size, form, and severity in real-time.
The surface defects are highly visible when exposed to magnetic fields and UV light. Source: MDPI
How Does Magnetic Particle Testing (MPT) Work?
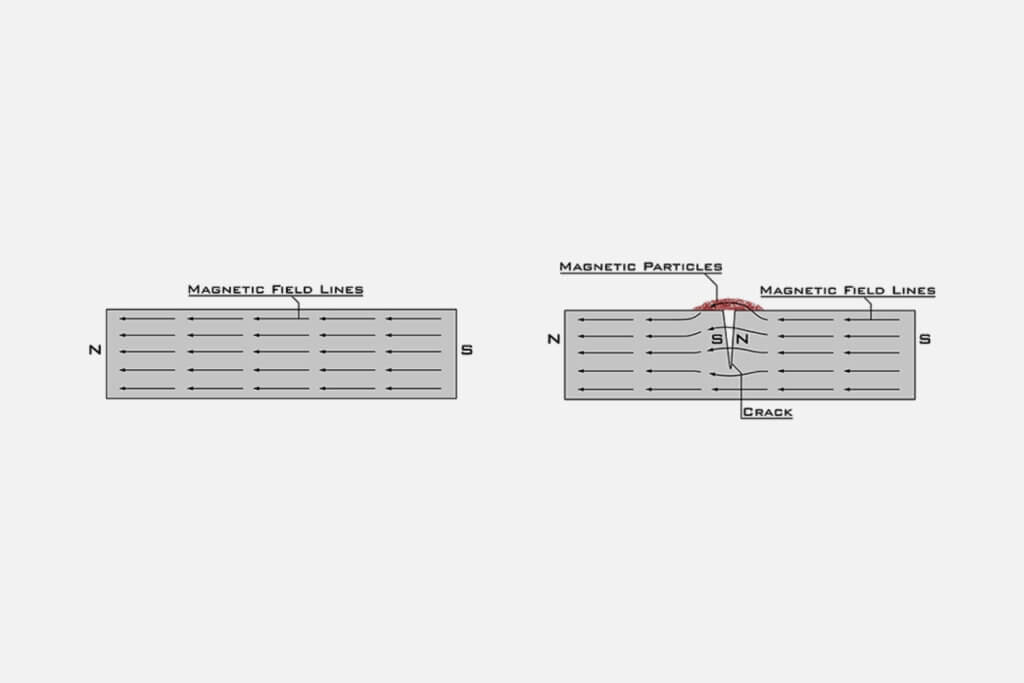
Magnetic particle test requires two essential components: a testing tool with magnetic poles on both ends and a colored substance with magnetic particles. The device generates a magnetic field and sends magnetic flux through the test material, with two possible outcomes:
No defects: The magnetic flux flows freely through the material, indicating a homogenous surface.
Defect present: The crack causes the magnetic flux to divert from its path. This creates a separate flux leakage field with greater magnetic power than defect-free areas.
The flaw will not be visible, though, without the application of colored magnetic particles across the test area. These particles accumulate on the flux leak, allowing us to see the crack, delamination, or another irregularity.
Magnetic particle testing is the primary inspection method for assets made of iron, nickel, cobalt, and their alloys (especially steel). It’s a common NDT method for weld, pipe, tube, rails, and boiler inspections.
Because magnetic particle testing requires direct visual observation and surface contact for particle application, it’s most suitable for easily accessible assets.
Common Application of Magnetic Particle Testing
Industries
Defect types
Assets
1. Aerospace 2. Automotive 3. Oil and gas 4. Petrochemical 5. Manufacturing 6. Power generation 7. Railroad
1. Surface cracks 2. Subsurface cracks 3. Lack of fusion 4. Inclusions 5. Pores 6. Holes 7. Discontinuities 8. Laps
When Do You Need to Perform Magnetic Particle Testing?
MPT is often used post-production to determine if the manufactured objects meet quality and safety requirements. Additionally, it’s used for industrial asset inspection as part of condition monitoring programs.
Discontinuities in steel and iron castings (ISO 4986:2020)
Imperfections on the body and the end/bevel face at the ends of steel tubes (ISO 10893-5:2011)
Magnetic Particle Inspection Process Overview
Magnetic particle inspection is a seemingly straightforward process, but it requires thorough preparation. Namely, asset owners must hire a certified inspector (in line with ISO 9712 standards).
The inspector will select a fit-for-purpose test device (e.g., a portable yoke, stationary desk) and the type of magnetic particle inspection (wet or dry). They will also choose a magnetic substance with the right properties (color, particle size, temperature use).
To get accurate results, you must ensure parallel mounting between the test object and the magnetic field (at least 45-90 degrees) and illuminate the test area properly (lamp or UV light). Also, remove all other items with ferromagnetic properties from the test area to prevent interferences.
Clean the surface area of grease, oil, and rust. Ensure the thickness of the paint coating does not exceed 0.05 millimeters. The thicker coating will reduce test sensitivity.
The inspector will then select the right magnetic flux density (minimum 1T) and strength (between 30 and 60 gauss) and perform the inspection. The next steps will vary based on the type of magnetic particle inspection.
Wet Suspension Inspection
Wet suspension inspection assumes dispersing water-based magnetic particles over the test area. Wet inspections are perfect for finding even very small imperfections for two reasons. First, magnetic particles in a wet state are extremely small (0.00001 mm). Second, in a flowing agent, they are easily dispersed and evenly distributed.
Wet suspension testing steps:
Disperse the suspension on a tested area
Evenly apply the magnetic field in two or three short busts (1/2 second)
Locate areas with magnetic particles in high concentrations
Demagnetize and clean the inspected area
Dry Particle Testing
Dry magnetic particle testing involves sprinkling magnetic powder on the test surface. Most often, portable probes generate pulsating magnetic fields. By moving the dry powder around, these pulses make it easier for particles to stick to defects. Therefore, this method can be used to inspect irregular surfaces, inclusions, weld discontinuities, and even subsurface defects.
Dry particle testing steps:
Evenly apply the magnetic field
Spread the thin layer of powder on a tested area
Slowly blow the excess powder away
Remove the magnetic field
Analyze areas with magnetic particles in high concentrations
Demagnetize and clean the inspected area
Final Inspection Steps
The MPT inspector provides a cartography of defects, their descriptions, and severity rankings. For external certifications, the technician must also outline the entire procedure (surface tested, magnetization method, equipment used, testing materials, results, and decisions made post-testing).
Pros and Cons of Magnetic Particle Testing
A variety of magnetic particle testing devices make lab assessments, factory inspections, and field tests possible. The test provides immediate results and a detailed representation of all defects.
However, MPT is not a universal form of NDT since it’s limited to ferromagnetic materials. Also, if nonferrous metal or thick paint covers the test asset, the measurement will likely be inaccurate.
Advantages of magnetic particle testing:
Low equipment and inspection costs. Magnetic probes are cheaper than ultrasonic probes or radiography devices.
Tests can be done on smooth and rough surfaces with equal accuracy rates.
Visualizes the size, location, and number of defects fast, allowing for quick remediation.
Suitable for both on-surface and near-surface defects detection with different probes.
Can detect even microscopic surface cracks, locating wear and corrosive influences early on.
Highly portable, the magnetic probe can be easily connected to a battery power supply for field inspections.
Disadvantages of magnetic particle testing:
Limited use: Only works with ferromagnetic materials and their alloys and doesn’t reveal defects deep within the asset.
Coating removal may be required. More than 0.05 mm of coating may skew the results. Also, requires demagnetization of the test asset.
It causes a mess at the operating premises. Liquid particles spill all around the test object and stain the surface.
In non-ventilated rooms, some particle suspensions and powders can be hazardous and even flammable.
Magnetic Particle Testing Equipment
Magnetic particle testing equipment falls into two categories: stationary and portable.
Stationary equipment (like a magnetic wet bench) is used for lab tests that require a certain amount of space, artificial light, and a mounting surface. Tests on stationary equipment are most often conducted using wet fluorescent particles for more reliable flaw detection.
On the downside, stationary MPT equipment is immobile, making it impractical for in-service assets. So, let’s examine the portable options.
Contour Magnetic Probes
Contour probes (also called yokes) are portable, handheld devices that produce a magnetic field between their two magnetic poles. Since they have two operating modes—AC with alternating currents and DC with direct currents—they can be used for both surface-level and near-surface defect detection.
Contour magnetic probes are available in other configurations, including:
Prods: handheld electrodes that should be manually pressed to both sides of the test object. This device creates a circular magnetic field, aiding in better detection of lengthwise cracks. The prod works in pulses, with the inspector regularly turning it on and off.
Coils and conductive cables are great for spherical objects. When wrapped around the test object, the coil produces a magnetic field parallel to the test object, revealing longitudinal cracks. Coils are often used in a setup with a magnetic wet bench.
Electromagnets: devices that emit electric currents to create a strong magnetic field. They consist of an electric coil wrapped around a soft piece of steel.
Magnetic Particles
Magnetic particles are nanosized parts of ferromagnetic material that attract flux leaks and thus visualize defects. There are two types of magnetic particles: dry and wet.
Dry Particles
Dry particles are a mixture of milled magnetic powders and a color pigment. Depending on the manufacturer, a dry magnetic powder can have a variety of properties:
Particle size: between: 0.05 – 0.15 mm
SAE sensitivity: 6-8
Usage temperature: 0°– 427°C
Colors: black, red, grey, yellow, brown, or fluorescent green.
Dry particles are best for testing irregularly shaped rough surfaces.
Wet Particles
Wet particles are suspended in a water-based material and mixed with color pigment. On the market, particle suspensions are available in the form of liquid, gels, sprays, and inks.
Depending on the manufacturer, they have the following characteristics:
Size: starting with as small as 0.0002mm
SAE sensitivity: 6-7
Usage temperature: -10°– 80°C
Colors: black, white, fluorescent green or yellow.
Wet particles are best for finding small, almost microscopic cracks.
Lights
Good lighting is essential for magnetic particle testing. The setup will depend on the inspection type.
For traditional wet and dry inspection, use a lamp at a color temperature between 2500 and 3300K (as per ISO 3059). For fluorescent inspecting, you will need mercury discharge lamps, halogen lamps, xenon lamps, or LED arrays to generate UV light, also called blacklight. For your safety, check that the UV light is no greater than 365nm in intensity (as per ISO 3059).
Other Accessories
For efficient and quick inspection, you might need additional tools:
Cleaning agents to remove dirt, grease, or oil from the test area
Wire brushes to remove rust from the test area
Solvents to remote paint coatings
Power bulb or powder blower for clearing powder from the test area
Demagnetizing equipment to magnetically de-energize the test area
Alternatives to Magnetic Particle Testing
The simplicity and affordability of MPT make it an attractive choice for testing ferromagnetic materials, but it falls short for other types of assets. Moreover, MPT can’t detect defects deeper than 2 mm.
Other non-destructive inspection methods, like ultrasonic or eddy current testing, can provide better accuracy, flexibility, sensitivity, and depth of detection.
Ultrasonic testing (UT) has great penetration power, detecting flaws deep inside large assets like storage tanks and wind turbines. It works for almost all materials, including metals, polymers, plastics, ceramics, fiberglass, and glass. Plus, UT discloses the defect’s orientation aside from its size, shape, and location. To accomplish this, the MPT technician must reapply the magnetic field from a different angle (and perhaps change the mounting system).
EMAT testing – a UT method combined with the force of a magnetic field. Contrary to magnetic particle testing, EMAT provides high-precision detection deep within assets without the need to touch the surface. EMAT is an excellent tool for testing in confined spaces, hot areas, and potentially hazardous locations.
Eddy current testing (ECT) is a better solution for testing large structures in one go. It doesn’t require direct contact with the test specimen and can still penetrate deeper into the material (up to 40mm). Unlike MPT, ECT doesn’t need chemical liquids with particles, some of which are harmful to workers. Furthermore, ECT is capable of testing both ferromagnetic and nonferrous metals.
Purpose-built for inspections, Voliro’s omnidirectional drone helps test assets of any shape, height, and dimension at faster speeds. No scaffolding or cherry-picker required — inspectors stay firm on the ground, while collecting high-fidelity data for analysis. By changing probes, you can customize Voliro T for multiple, making it an all-in-one solution for most non-destructive testing tasks.
Discover how Voliro innovates the asset inspection process.