Applications of Ultrasonic Non-Destructive Testing
4.
How Often Do You Need to Perform Ultrasonic Testing?
5.
Pros and Cons of Ultrasonic Testing
6.
Ultrasonic Inspection Process Overview
7.
Recommended Ultrasonic Testing Equipment
7.1.
Ultrasonic Transducers
7.2.
Ultrasonic Flaw Detectors
7.3.
Electromagnetic acoustic transducers (EMAT)
7.4.
Ultrasonic Thickness Testing Tools
7.5.
Phased Array Ultrasonic Testing (PAUT) Scanners
7.6.
Drones for Automated Ultrasonic Testing
8.
Perform Ultrasonic Testing On the Fly with Voliro
How do you find an object hidden from sight and reach? Dolphins and bats could offer us some insight. Animals emit ultrasonic waves and detect their reflections to navigate in complete darkness and spot predators and prey.
Thanks to decades of acoustic experiments, echolocation studies, and the discovery of the piezoelectric effect, humans have been able to adapt ultrasonic waves to industrial purposes.
Concrete, steel, ceramics, and glass, ultrasonic testing (UT) methods help identify assetdefects with precision and no risk to the object or the operator.
What is Ultrasonic Testing (UT)?
Ultrasonic testing is a non-destructive testing (NDT) method that uses high-frequency sound waves to examine objects’ material characteristics and take dimensional measurements.
By analyzing the trajectory and timing of ultrasonic pulses, penetrating the test object, inspectors can detect surface-level flaws and internal discontinuities like fractures, cavities, or fiber debonding, as small as half the length of the sound wave. Such high sensitivity levels make UT an effective method for detecting cracks, voids, inclusions, and corrosion even at their early stages of propagation.
Another advantage of ultrasonic testing is its high versatility: You can scan metals, polymers, plastics, ceramics, fiberglass, and glass objects—pretty much all types of material except for foam, rubber, and certain acoustically transparent composites.
How Does Ultrasonic Testing Work?
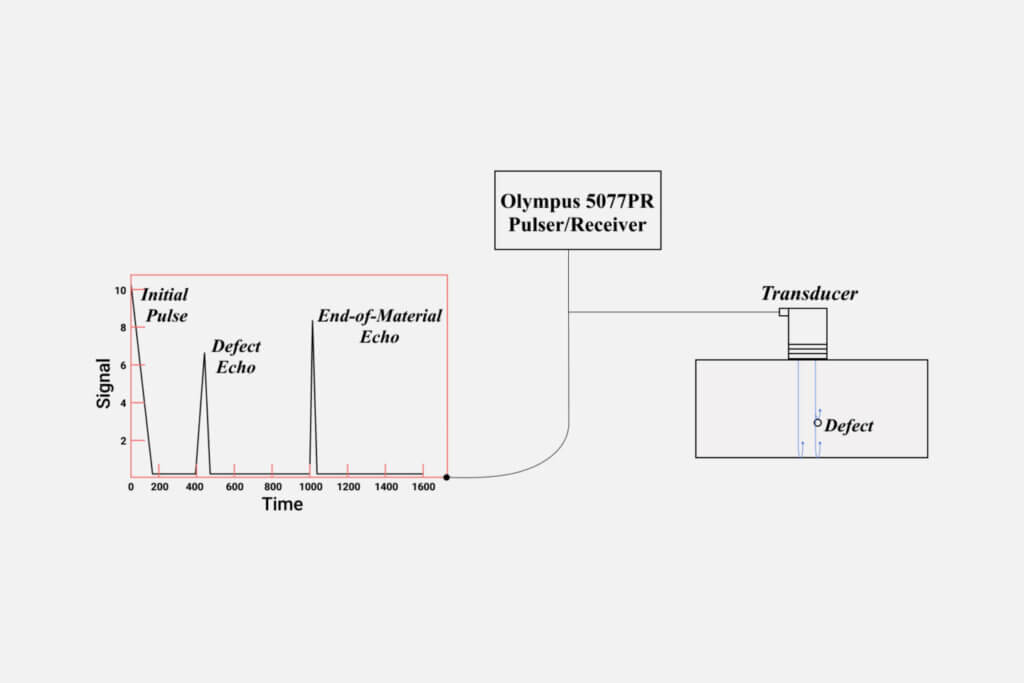
A standard ultrasonic testing setup has three main components: a pulser/receiver, a transducer, and a reading display. The pulser generates high-voltage electrical power, which stimulates a transducer to produce short sound waves between 0.1 and 15 MHz — frequencies that are not audible for humans or most animals.
These directional sound waves travel from a probe, bounce off an object (or a defect), and then transmit a signal back. A transducer converts the wave signal into an electrical impulse, which is depicted as graphs on a display device.
Defect not found: the graph exhibits two waves even in size — one for the probe’s initial pulse and another emitted by the back wall.
Defect found: the wave bounces back from the crack or pore, and the graph reflects an additional echo in between:
By analyzing the wave travel time and velocity, the UT inspectors can accurately locate and characterize the defect, along with its size, orientation, and shape.
Ultrasonic testing is becoming increasingly automated thanks to recent technological advances. Drones with UT probes can perform inspection even on hard-to-reach surfaces. With artificial intelligence applied to the analysis phase, inspectors can draw more conclusive evidence from collected NDT data.
Where Is Ultrasonic NDT Testing Used?
As a non-destructive testing method, ultrasonic testing is ideal for examining large industrial assets like flare stacks, wind turbines, storage tanks, pipes, and welds. With the right instruments, inspections can be performed in a few hours with minimal asset downtime.
Regular UT assessments are an integral part of many security certifications and protocols, such as:
1. Flare stacks 2. Wind turbines 3. Large storage tanks 4. Tubes and pipes 5. Welds and joints 6. Shafts 7. Heavy machinery structures
How Often Do You Need to Perform Ultrasonic Testing?
Ultrasonic inspection regularity depends on the object’s type, exposure to environmental factors (e.g., temperature, pressure, humidity), material, age, local standards, and even guidelines from the original equipment manufacturer (OEM).
Here are some timelines for different types of assets:
Wind blade inspections are recommended once every 5 years during the manufacturer’s warranty period and once every 6 to 12 months if damage was previously detected.
Storage tanks have to be inspected every 5 years when the corrosion rate is not yet known, per API 653.
Pressure vessels — every 10 years or 3/4-remaining corrosion-rate life (API 510).
Pipes and tubes — every 5-10 years, depending on the pipe class (API 570).
Welds — before and after the welding process as soon as the wel has cooled off (API 577).
The longer the asset has been in use — the more frequently it should be inspected. Consider adding UT to your annual inspection plan to extend the life of your equipment and prevent unforeseen failures.
Pros and Cons of Ultrasonic Testing
Ultrasonic testing is highly effective in both measuring object thickness (to find corrosion and holes) and detecting flaws (such as cracks, pores, debonds, and inclusions). Additionally, UT can help technicians determine the extent of a defect and its dimensions.
However, ultrasonic testing may generate faulty results on objects with irregular shapes, non-homogeneous structures, or rough materials.
Advantages of Ultrasonic Testing:
Non-destructive and requires no asset disassembly for inspection
Safe for the inspector, requires no use of chemicals or radiation (like X-rays)
Suitable for heavy, immovable objects and can test them by accessing just one side
Universally applicable to most materials, unlike other NDT methods.
Locates defects even deep within tightly sealed objects (e.g., vacuum pressure tanks)
Identifies even the smallest flaws — from 0.2 mm with conventional testing and 0.05 mm with high-frequency testing
Provides information on the size, shape, angle, and orientation of defects
Requires certified and trained technicians to correctly perform the test and interpret results
Can produce subpar results on objects of complex shapes and with rough surfaces.
Require additional calibration and expertise to provide high-fidelity readings
Cannot be used for testing rubber-based materials
May not provide accurate results on soiled or coated surfaces
Ultrasonic Inspection Process Overview
Ultrasonic inspection requires qualified technicians and ISO-certified/EN-compliant testing equipment. UT can be performed on assets in use if secure access to the area is available.
The technician evaluates the material’s properties, identifies the testing goals, and selects the right UT method, probe caliber, and scanning frequency.
Ultrasonic inspection involves the following steps:
Prepare the scaffolding to ensure access to the inspected area (if needed)
Clean the surface of dirt, outside substances, or coatings if these cause interference
UT probe selection based on the assessment purpose and test object characteristics
Send a pulse through a calibration block to perform a functional test
Calibrate the equipment by establishing parameters fit for specific materials (distance range, amplitude range, angle)
Apply a coupling material (get, water, or oil) to a tested area
Set the transducer on a test area and slide it across, pinpointing changes in graphs
Once a test is completed, UT technicians should record the asset details (manufacturer, condition, orientation), the test results, the inspection date, and any procedure deviations.
UT can be done manually, mechanically, or automatically.
To perform a simple ultrasonic test, you’ll need a pulser/receiver, a transducer, a display device, and a coupling agent (oil, gel, or water). Certified UT technicians also use calibration blocks (for reference parameters), additional cables (to inspect large spaces), data analysis software, and drones.
The choice of equipment depends on the material structures, angles, and test types. For example, straight beam probes are used for ultrasonic thickness testing, while angle beam probes work better for weld inspection.
Today, you’ll see many versatile UT tools, combining transducers with pulse receivers into one compact device or drones carrying UT probes.
Single-element, straight-beam probe contains one piezoelectric element that acts as both a transmitter and receiver. This probe is standard and can read through coatings without causing test distortions.
Dual-element probes are composed of a transmitter and a receiver united in the same case but separated by an acoustic barrier. They create a V-shaped sound path in the test material, making them an excellent choice for measuring the remaining wall thickness.
Angle beam probes are single-element devices used during the weld inspection process. These probes can emit both transverse and longitudinal waves at a specific angle (45, 60, and 70 degrees).
A pulse receiver is another integral part of any ultrasonic testing process. This device sends an electrical pulse to a transducer, which renders it into a sound wave. When receiving a signal back, the pulse-receiver reproduces it on a screen. Usually, manufacturers couple a pulser-receiver, transducer, and imaging device into one device.
Ultrasonic Flaw Detectors
Ultrasonic flaw detectors are advanced portable ultrasonic devices equipped with purpose-built probes for locating cracks, voids, or other alterations in metals, plastics, ceramics, and composites.
Standard detectors consist of an integrated pulser/receiver, ultrasonic transducer, and display device. They typically operate in the 500 kHz-10 MHz frequency range, detect flaws up to half the wavelength, and use single-element, dual-element, angle-beam transducers. Advanced devices may include phased-array probes, 2D matrix array capabilities, and real-time analytics software to better categorize flaws in test pieces.
Electromagnetic acoustic transducers (EMAT)
EMATs are the newer generation of transducers that let inspectors perform tests without direct surface contact. EMATs use an electromagnetic field to generate ultrasonic waves by sending pulsed signals to the asset’s surface to cause mechanical vibrations.
The same coil used to generate the magnetic field, acts as a receiver. Ultrasonic waves propagate through the test structure, changing the magnetic field in the coil and generating electrical signals that can be analyzed.
By using Voliro T drone with EMAT payload you can also perform AE tests at heights, even on assets with rough or coated surfaces. This reduces the need to build expensive scaffolding to reach the test site or removing protective coating that may interfere with piezoelectric transducer measurements.
For example, take effectively collect data about corrosion, wear, and freezing of fire suppression rings, placed inside chimneys and flares. Or inspect large cement kilns for refractory wear without calling for a cherry picker.
First-person view in a drone-based acoustic emission test with Voliro T.Source: Voliro.
Ultrasonic Thickness Testing Tools
Ultrasonic thickness gauges are devices used to measure the thickness of walls in pipes, tubes, and tanks made of metals, plastics, composites, fiberglass, and ceramics. The thickness-measuring tools calculate the time interval between the sent and received sound waves. Analyzing these indicators, UT technicians can estimate the severity of corrosion or spot thinning of walls.
Phased array scanners are advanced electronic devices that use a probe consisting of multiple piezoelectric crystals. These crystals independently transmit and receive ultrasound waves at different times. By sending so many impulses to the same area, phased array scanners can detect flaws, inspect welds, and measure thickness with better accuracy than other UT probes.
With phased array scanners, operators don’t need to manually move the probe across the tested zone. The scanner has a large area of coverage, thus speeding up data collection. With depth-focus scanning, they enable more reliable measurement of defects’ height and size.
Drones for Automated Ultrasonic Testing
Drones are another breakthrough in ultrasonic testing. They enable technicians to inspect remote areas and safely take measurements at heights. With feet firm on the ground, inspectors can scan for defects, take asset dimension measurements, and perform thickness evaluations.
Advanced NDT inspection drones like Voliro T shorten inspection times by eliminating the need for scaffolding or lifting equipment (cue lower inspection cost and less asset downtime). With our high-temperature UT probe, you can also safely inspect traditionally off-limits assets like flare stacks, chimneys, boilers, scrubbers, and heat exchange piping.
Voliro’s recent case study fully demonstrates these benefits. A Volito T drone fitted with the UT payload enabled personnel not to enter low-oxygen stainless steel storage tanks for inspection.
With unique force vectoring capabilities, Voliro T can apply up to 3kg of pressure on the surface, providing accurate sensor readings. Large tank inspection takes only 3 hours.
Since no additional personnel, protective measures, or scaffolding were required, Voliro reduced inspection costs by up to 50%.
Perform Ultrasonic Testing On the Fly with Voliro
Ultrasonic testing locates flaws, corrosion, cavities, and inclusions even at the smallest scale. To enjoy this precision, technicians first needed to gain direct physical access to the asset, but this is no longer the case.
With the Voliro inspection drone and UT probes, you can perform ultrasonic testing virtually anywhere – no matter how deep, high, or confined the area is. The standard UT probe is able to measure thickness in the range of 4-150 mm. Our High Temp UT probe can operate at temperatures between 0 – 260 °C, avoiding the need to cool objects during inspections.
Enhance inspection time and quality using Voliro’s omnidirectional drone.