Crevice Corrosion: Causes, Detection, and Prevention
Table of Contents
1.
What is Crevice Corrosion?
1.1.
Crevice vs Pitting Corrosion: Key Differences
2.
What Causes Crevice Corrosion?
3.
How to Detect Crevice Corrosion
3.1.
Visual Inspection
3.2.
Ultrasonic Testing
4.
EMAT Inspection
4.1.
Eddy Current Testing
5.
Crevice Corrosion Prevention Techniques
6.
Conclusion
Crevice corrosion poses high risks. It can lurk in the gaps, remaining unnoticed during regular inspections, and doesn’t always manifest as material thickness loss. In the hot, chloride-rich, almost neutral pH environment, high nickel (up to 50% Ni) and stainless steels (up to 30% Ni) exhibited crevice corrosion without initial thinning.
To minimize the posed risks, it pays to understand the mechanics of crevice corrosion, its causes, applicable NDT inspection methods, and mitigation best practices. All these points (and more) are covered in this article.
What is Crevice Corrosion?
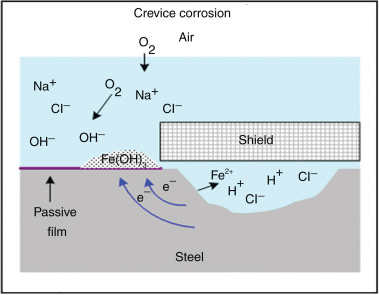
Crevice corrosion is a localized corrosion process, happening in occluded spaces — cracks, gaps, and crevices between adjacent metal surfaces. The damage occurs due to decreased oxygen levels in the crevice, which triggers electrochemical reactions. These reactions increase chlorine content and reduce pH levels, gradually depassivating the surface. As the protective oxide film diminishes, corrosive chemicals penetrate the surface, causing damage.
Crevice corrosion developing under a shield. Credit: Science Direct
Crevice corrosion can take multiple forms, emerging as pits, uniform corrosion, intergranular damage, or corrosion under insulation. Combined with applied or tensile stresses, it may also lead to stress corrosion cracks and contribute to structural asset failures.
Affected structures can be metal-to-metal (e.g., bolted joint) or metal-to-non-metal (e.g., a stainless steel canister in contact with a nuclear waste glass). Typical sites of crevice corrosion include gaskets, seals, flange connections, lap joints, cracks, weld seams, sludge piles, and loose coatings.
Since the above elements are innate to almost all industrial structures, O&M crews must always stay vigilant. Austenitic stainless steels (e.g., 304, 316) are particularly susceptible because they rely on chromium oxide passive layers. Aluminum-zinc alloys are prone to crevice corrosion when exposed to stagnant water or salt-laden environments. Copper alloys also experience crevice corrosion in seawater, yet it is not as critical as in stainless steel.
Even alloys with high resistance to pitting, like titanium, tend to be prone to crevice corrosion, especially at the temperature of 80°C. Finally, crevice corrosion is the primary localized damage for nickel-base alloy 22 in chloride liquids at near boiling temperatures and moderate humidity.
Crevice vs Pitting Corrosion: Key Differences
Crevice corrosion has many similarities with other localized corrosion types, especially pitting corrosion.
In both cases, electrochemical conditions in the isolated area (crevice or pit) change relative to those on the surrounding surfaces, creating anodic, corrosion-prone sites. Also, crevice and pitting corrosion share some catalysts, like brine solutions (particularly rich in chlorides and halides) and microbiological growth.
Yet, there are more differences between the two, than similarities:
Location: Crevice corrosion needs occluded spaces and gaps to occur, spreading near gaskets, joints, supports, clamps, and other connections. Pitting corrosion attacks openly exposed surfaces that were damaged or poorly coated.
Corrosion appearance: Crevice corrosion can take many forms, beginning with pits, progressing to uniform corrosion, or growing into stress corrosion cracks. Pitting has a consistent signature: narrow cavities penetrating the metal surface randomly.
Damage mechanics: Crevice corrosion develops in cavities with depleted oxygen, where high chlorine concentration and low pH damage the protective film. Pitting occurs around surface irregularities, where the oxide film is compromised by external physical damage or chemical attack.
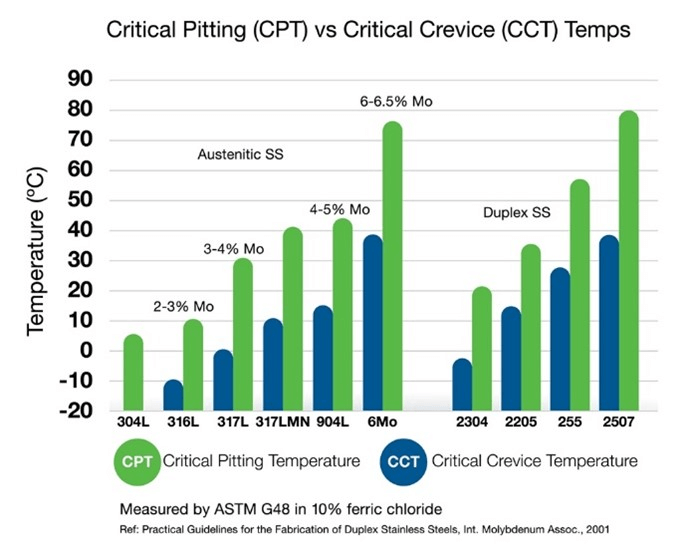
Temperatures: Crevice corrosion happens at a lower temperature than pitting corrosion. Generally, the Critical Pitting Temperature (CPT) is higher than the Critical Crevice Corrosion Temperature (CCCT) for the same grade of metals.
Pitting and crevice corrosion temperature ranges, according to World Oil
What Causes Crevice Corrosion?
Three factors are responsible for the likelihood and rate of crevice corrosion: crevice geometry, alloy composition, and external conditions.
Generally, crevices must be broad and deep enough to let corrosive agents in and maintain a stagnant environment. For instance, corrosion is more severe in 500 μm crevices than in 100-300 μm ones.
Alloy composition also makes a difference. For instance, molybdenum (Mo) greater than 5 Wt% accelerates passivation and prevents crevice corrosion in stainless steel. Alloys that show the best resistance are super austenitic ones like 1.4547, 1.4529, and super duplex stainless steel (e.g., 1.4501, 1.4410, 1.4507).
Finally, external environmental or operational factors can increase the rate and scale of crevice corrosion attacks. These include:
Stagnant electrolytes: Assets that trap water, moisture, or any other electrolyte solution in a crevice are more likely to corrode. Crevice corrosion tends to occur in brine solutions, which are rich with chlorides and halides, as well as sour water.
Chemical or physical oxygen depletion: Trapped water, dirt deposits, or any other factors that might lead to oxygen depletion within the crack, resulting in a differential concentration of oxygen and corrosive reactions.
Electrochemical cell formation: Corrosion occurs more readily in lower-oxygen areas (crevices) than in higher-oxygen areas (the whole surface). This process, called concentration cell corrosion, is accelerated with low pH and the presence of chlorides.
Acidification: Anodic reactions within crevices accumulate positively charged metal ions, which pull in negative ions (often chlorides) and create acidic conditions. Acidic sour water containing hydrogen sulfide with 4.5-7.0. pH mainly targets 300 series of stainless steels.
The buildup of microbial growth: Sulphate-reducing bacteria, which reside under many disbonded coatings, can lead to crevice corrosion of pipes. Crevice corrosion may also occur due to biofouling deposits like iron hydroxide.
Crevice corrosion typically worsens with lower pH, high temperatures, and overall humidity – the precise ranges of each depend on a specific metal grade.
How to Detect Crevice Corrosion
Non-destructive testing (NDT) is the go-to method for crevice corrosion detection (and corrosion monitoring in general). Different methods help detect metal thickness loss early and locate damage mechanisms under gaskets, weather jackets, seals, and other protective components.
The most effective NDT testing methods for crevices include visual inspection, ultrasonic measurement, EMAT inspection, and eddy current testing.
Visual Inspection
Visual inspection helps detect easily apparent signs of crevice corrosion. If it accumulations are small or well-hidden, inspectors typically rely on magnifying glass, HD zoom cameras, or industrial inspection drones.
During visual inspection, look for discoloration near crevices, blistering of protection coating, and metal flaking between metal parts — these are all good signs of underlying corrosion. Still, many assessments can be subjective and not all corrosion can be easily detected at the early stage. Typically, visual inspection is the prerequisite step to running more high-precision NDT tests, helping you choose the right equipment and prepare the test site.
Ultrasonic Testing
Ultrasonic testing is a pretty universal corrosion detection method — it’s applicable to most types of material. Its instant results allow for immediate action. The most commonly used tools for crevice corrosion detection are: PAUT tools and thickness gauges.
Phased Array Ultrasonic Testing (PAUT) equipment provides detailed imaging and cartography of corrosion areas. By emitting multiple soundwaves in different directions, a phased array transducer can reliably inspect deep crevices and other complex geometries.
Ultrasonic thickness gauges, like Voliro’s drone-mounted UT, help detect changes in material thickness in or near the crevice, which can point to corrosion. On A-scans, crevice corrosion usually manifests as irregular or diffuse back-wall echoes.
With Voliro UT probe, you can measure thickness loss in elevated, bent, and otherwise challenging-to-reach assets. With compression waves operated at 4 MHz frequency, the probe measures thickness up to 2-150 mm/0.08-5.9 in and with a pinpoint resolution of 0.06 mm/0.002 in. The high-temperature UT probe also works on hot surfaces up to 260 °C / 500 °F.
Voliro T, equipped with a UT probe.
EMAT Inspection
Electromagnetic acoustic transducers (EMAT) are the new-generation ultrasonic tools that use electromagnetic induction, over mechanical vibration for ultrasonic wave propagation.
The main selling point is that EMAT tools do not require direct surface contact and work particularly well on carbon steel and other magnetic metals. EMAT can penetrate thin coatings and gives accurate readings even on rough surfaces. However, some may need extra signal-processing algorithms to improve signal-to-noise ratio.
For example, it can be a better option for inspecting the inner surfaces of heat exchanger tubes, carrying high-temperature fluids for signs of crevices corrosion. Or inspect steel storage tanks for signs of crevice corrosion around welded seams, especially when the internal surface is coated or covered in debris.
For such cases, Voliro has designed a drone-mounted EMAT payload. By sending radially polarized shear waves to the test piece at 3.5-4 MHz frequencies, the tool can measure thicknesses of 2-150 mm / 0.08-5.9 inch. With a resolution of 0.06-0.002, it produces accurate readings even in hard-to-reach areas, like angled sections or pipe elbows.
Voliro performs tank wall thickness measurements with EMAT
Eddy Current Testing
Eddy current testing (ECT) relies on electromagnetic induction to detect flaws, like localized crevice corrosion, in conductive materials. It is especially effective for aluminum, stainless steel, and copper alloys.
ECT may outperform other testing methods due to its smaller probe size, which provides access to tight spaces and crevices. It requires no couplant or surface prep, covers large areas in one go, and thus is quick to execute. However, ECT doesn’t register subsurface flaws and tends to lose effectiveness on rough surfaces.
Pulsed eddy current testing is a more innovative type of ECT that relies on short, high-energy electromagnetic pulses. It can penetrate non-conductive coatings, making it ideal for detecting crevice corrosion under insulation. Voliro’s PEC probe, for example, candetect corrosion under up to 100 mm of insulation, thanks to embedded noise shielding, noise canceling, and advanced algorithms.
Voliro inspects a pipe with a PEC probe
Crevice Corrosion Prevention Techniques
The only definite way to prevent crevice corrosion is to completely exclude crevices at the design stage. This is, however, a utopian scenario. Every so often, you’ll need to add supports, install casing, attach water-tight seals, or apply coating — all potential crevice corrosion sites.
Thus, the key is to at least limit crevices or minimize their size. For instance, as per API 5CT, the maximum depth of imperfections relative to the pipe wall is 5-12.5% for integral joints and 0,25-0,38 mm for tubing connections.
Other mitigation strategies for crevice corrosion prevention include:
Protective coatings: Epoxy resins, polymer coatings, and zinc-rich primers act as a physical barrier between corrosive environments and metal surfaces. However, for protective coatings to work correctly, apply them evenly to avoid disbonding, flaking, and blistering — aka ‘breeding grounds’ for crevice corrosion.
Oxidation treatments: Passivation involves soaking stainless steel in acids (mainly nitric acid) to enhance its protective oxide film. For aluminum alloys, the go-to treatment is anodizing — using sulphuric or chromic acid to thicken the oxide layer.
Sacrificial anodes: When two dissimilar metals are adjacent, corrosion can redirect to sacrificial materials, e.g., from more passive ones (stainless steel) to more active ones (zinc, magnesium, or aluminum-based coatings).
Impressed Current Cathodic Protection (ICCP): ICCP sends an external current source to polarize the surface and suppress corrosion reactions. Modern ICCP systems can continuously monitor protection levels and adapt the current accordingly.
Conclusion
Crevice corrosion often hides in plain sight as visible signs like pitting and rusting only appear at advanced stages. The traditional approach would be to detach the adjacent components and then perform a visual check – a process that assumes lengthy downtimes. Additionally, such manual inspections require expensive access equipment for elevated assets.
Voliro can cut inspection costs by 30% by removing the need for extra surface prep, scaffolding construction, and personnel safety measures. Just one drone can cover all your NDT needs, owing to our selection of six interchangeable NDT payloads.
Measure the thickness of operational assets heated up to 260°C/500°F with our high-temp UT payload. Assess the integrity of freshly painted coating with our DFT probe. Or use EMAT and PEC payloads to cover larger areas in less time.
Detect crevice corrosion with Voliro’s technology!