When To Use EMAT Technology Over Other Ultrasonic Testing Tools?
3.1.
Couplant-Free, Dry Inspections
3.2.
High-Temperature Applications
3.3.
Harsh Environmental Conditions
3.4.
In-Line Inspections
4.
Pros and Cons of EMAT Technology
4.1.
Advantages of EMAT
4.2.
Limitations of EMAT
5.
Recommended EMAT Inspection Equipment
5.1.
Portable EMAT Instruments
5.2.
EMAT Drone Payloads
5.3.
Automated EMAT Scanners
6.
Conclusion
Non-destructive testing (NDT) leaves no defects concealed. Ultrasonic testing locates wall thickness irregularities and locates deeply buried flaws. Magnetic particle inspection visualizes the layout of surface cracks. Yet both techniques require easy access to the test pieces, direct surface contact, and some prep work. All of this can be challenging with large industrial assets.
That’s where electromagnetic acoustic testing tools come in handy. EMAT locates and measures internal and external flaws without direct contact — and brings other upsides too.
What is EMAT?
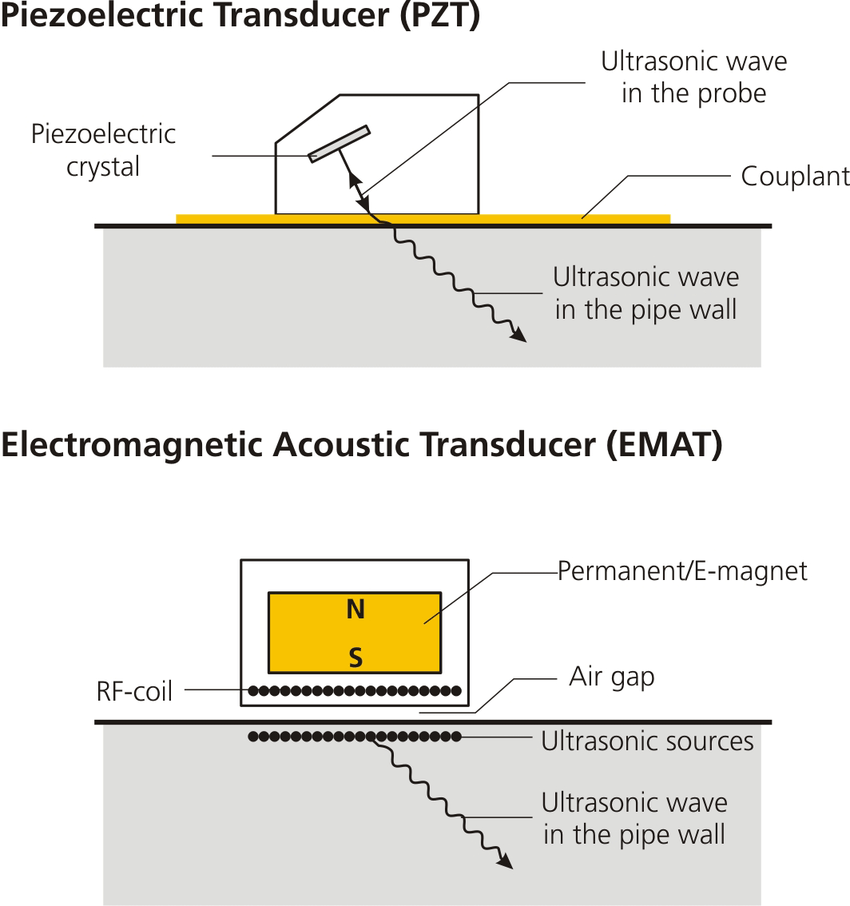
An electromagnetic acoustic transducer (EMAT) is a non-contact NDT method for thickness measurements and flaw detection in conductive and/or ferromagnetic materials. Unlike traditional ultrasonic (piezoelectric) transducers, EMATs generate sound waves in the inspected part, rather than the transducer probe. Thus, no mechanical coupling is needed. Because of this, it is ideal for inspecting heated objects, rough or coated surfaces, as well as all sorts of hard-to-reach locations.
How Does EMAT Work?
EMATs have two main components: an electromagnet and a coil. The magnet generates a static magnetic field around the object tested. Meanwhile, the coil creates alternating currents, inducing a second AC magnetic field on a surface.
As two magnetic fields interact, the surface current is affected by the Lorentz force, which in turn triggers pulsed sound waves at a specific frequency (usually 0.1 to 10 MHz, according to ASTM E1774-96).
When the wave returns, the conductor’s surface vibrates and activates the same coil that created the magnetic field. The coil then receives sound waves back. By capturing and interpreting them, we can identify various material flaws and surface irregularities.
Comparison of EMAT vs pyroelectricity transducer. Credit: ResearchGate
Depending on the magnetic field direction, coil shape, and targeted frequency, EMAT can generate shear horizontal, lamb, or surface waves.
Shear waves (vertical or horizontal) occur when the Lorentz force is parallel to the conductor’s surface. These waves typically help measure the thickness of materials.
Surface waves result from elongating the coil (to form a meander) and aligning the magnetic field perpendicular to the surface. They usually help detect surface-breaking defects, such as stress corrosion cracking or rolling contact fatigue.
Lamb waves follow the same setup as surface waves but with a meander line coil tuned to a different frequency. They can help identify delaminations, fatigue cracks, debonding, and corrosion. If guided, lamb waves can propagate over large distances and penetrate at great depths.
Where Is EMAT Testing Used?
The very first industrial application of EMAT was for the examination of buried pipelines – hard-to-prep assets. The technology’s non-contact versatility suits assets with hot, rough, or coated surfaces — even where cleaning isn’t feasible. For instance, you can use it to inspect elevated flare stacks, small suppression rings, and angled sections of pipelines. Plus, modern EMAT systems save time on non-destructive testing of large storage tanks and overground pipelines due to high measurement speeds.
Overall, several standards recommend EMAT inspection for different types of assets. MIL-STD 2154 mentioned EMAT for examinations of assets made from wrought metals. API 5CT and API 5L8 — for thin-walled elements in Oil Country Tubular Goods (OCTG).
The most extended list of use cases is featured in ASTM E1774-96:
Examination of steel bars
Detection of cracks, voids, and inclusions in aluminum welds in liquid fuel tanks
Location of cracks in oil rig’s tension legs
Inspection of strip steel flash butt welds after cold rolling
Examination of welds in the aerospace vacuum chamber
High-speed thickness measurements
Thickness measurements of high-temperature assets
Detection of material properties
Measurement of applied and residual stresses in metallic assets
When To Use EMAT Technology Over Other Ultrasonic Testing Tools?
EMAT is an alternative technology to piezoelectric transducers, traditionally used in many ultrasonic testing scenarios. Piezoelectric transducers require coupling with the surface because they produce shear sound waves via mechanical vibrations. Without proper water- or gel-based coupling, much of the ultrasonic energy would be reflected or lost at the air gap between the transducer and the surface, weakening the signal and reducing the accuracy of measurements.
EMATs, on the other hand, rely on electromagnetic induction, rather than mechanical vibration. The transducer induces eddy currents and magnetic fields right into the surface to generate ultrasonic waves. Hence the non-contact aspect.
Because of these differences, EMAT ultrasonic testing is often used in the following cases:
Couplant-Free, Dry Inspections
Liquid couplants are hard to apply on rough or irregular surfaces. They can damage protective coatings by causing a chemical reaction with the surfaces. Chloride-based couplants can cause corrosion in aluminum. Acid-based ones negatively affect copper and brass surfaces. Residue buildup can also attract dirt and environmental contaminants, causing corrosion, discoloration, or degradation over time. Likewise, improper application can affect the pulse-echo signal, leading to inaccuracies in measurements.
EMAT allows dry inspections with minimum surface prep. This inspection method also works well on uneven, greasy, dirty, and oxidized surfaces with relatively high accuracy.
High-Temperature Applications
With no direct surface contact, EMAT is ideal for inspecting materials at elevated temperatures: as a standard, up to 500 °C/932 °F with coil cooling and 200 °C/392 °F – without. This means you can inspect industrial assets in use or freshly welded ones without
having to cool them down completely. The result – reduced downtime and saved man hours.
Standard UT probes only withstand 0-60 °C/32-140 °F temperature exposure, a significantly lower range. However, there are more temperature-resilient models. For instance, Voliro’s high-temperature UT probe works for assets heated up to 0-260 °C/32-500 °F.
Harsh Environmental Conditions
Environmental factors, like ambient temperature, humidity, gas composition, and pressure, affect the accuracy of ultrasonic test results. This complicates inspections because you need to work around the weather forecasts.
EMAT testing is effective even under harsh climatic conditions, working on both magnetostrictive and metallic surfaces. This makes it a go-to method for most pipeline inspections or other assets, located or subject to harsh environmental conditions.
In-Line Inspections
Due to its non-contact nature and fast measurement modes, EMATs can be used in fully automated, in-line inspections. You can integrate the technology into production lines for continuous monitoring without slowing the manufacturing process.
Meanwhile, UT works best for ad-hoc scans. It’s a slower technology you cannot as easily adapt to fast-paced manufacturing processes like quality control.
Pros and Cons of EMAT Technology
EMAT is versatile. It works for all asset sizes, shapes, and textures and operates within a wide temperature range. It locates both surface-level and internal defects without mechanical contact.
The only major downside? EMAT is incompatible with non-conductive materials, like paper, glass, rubber, porcelain, ceramic, and most plastics.
Advantages of EMAT
Support dry inspections where coupling is not appropriate (hot, cold, clean environments)
Provides accurate thickness measurement, can measure through coatings, corrosion, and on rough surfaces
Resistant to surface contaminants (dirt, corrosion, fungi, grease, other residuals)
Compatible with high-temperature applications, facilitates in-operation inspections
Can generate more types of waves than UT tools (e.g., SH-type waves)
No gel residues are left on the structure
Limitations of EMAT
Only works with conductive materials (silver, copper, aluminum, zinc, nickel, iron)
Has a lower signal-to-noise ratio and may require additional signal-processing algorithms
A larger footprint does not typically allow the detection of tiny pitting
Requires high-power input and specific amplifiers to improve signal-to-noise ratio
Larger in size than many piezoelectric UT transducers, thus harder to transport
A strong permanent magnet that might require an additional mechanism for detaching
Not as widely adopted in the industry as UT
Recommended EMAT Inspection Equipment
EMAT inspection equipment has evolved from first-generation transducers of 130 KHz to the most advanced models that produce 20MHz. Modern EMAT tools are becoming more accurate, durable, and packed with extra features like remote control to in-built analytics.
On the market, you can find compact hand-held models for field inspections, larger scanners for in-line assessments, and drone-mountable EMAT probes for testing at height.
Portable EMAT Instruments
Portable EMAT instruments are popular for field inspections or examinations of in-service assets. Some models are purpose-built for specific cases. Shear wave transducers measure material thickness, and surface wave instruments detect near-surface flaws. There are also more versatile options, offering multiple wave modes.
Volta 2 is a high-power EMAT that generates normal beams, angled beams, and guided waves. The transducer can operate at 20 kHz and 8 MHz to measure thickness, inspect welds, and inspect surfaces. The supported temperature range is 0-40 °C/32-105 °F. The newest version of their product also includes a patented pulser-receiver and automatic sensor tuning.
CODA is a high-temp flaw detector tool that works with both EMAT and conventional piezoelectric transducers. The device operates at 1500 kHz to 10 MHz frequencies and can take thickness measurements, locate defects, map out corrosion, and register residual stress. It works on assets with temperatures ranging between -30-650 °C/-22-1202 °F. CODA also allows you to take control of inspections from any device with Wi-Fi. Plus, all testing data can be automatically saved in the cloud.
Sonemat also offers a selection of general-purpose and specialized probes that can generate bulk longitudinal and guided shear waves. Available EMAT probes have either pulse-echo or pitch-catch modes in a temperature range of up to 1000 °C/1832 °F. Supported use cases include wall thickness measurements, acoustical birefringence assessments, examination of subsurface defects, and frequency-controlled scanning.
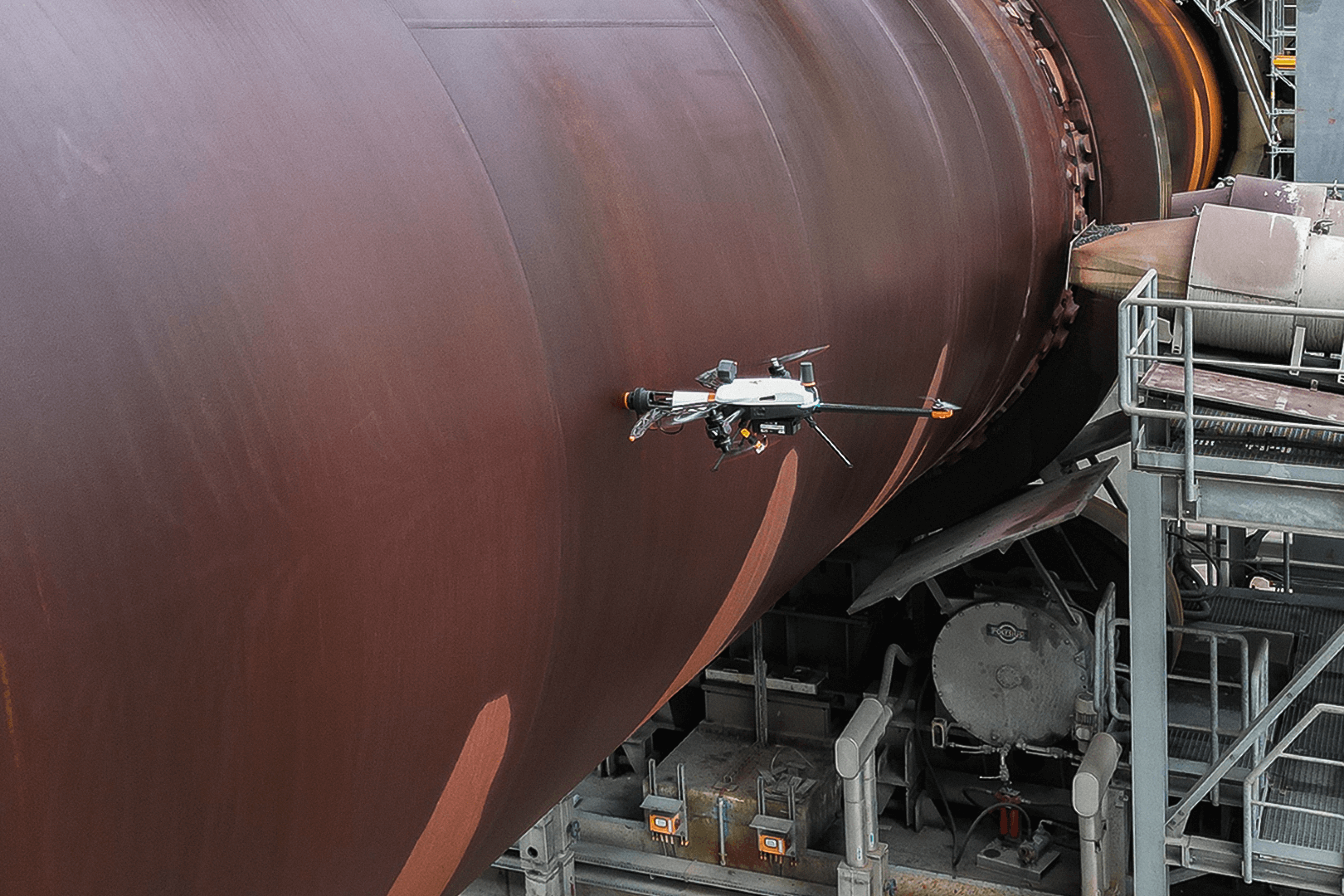
EMAT Drone Payloads
Drone-mounted EMAT transducers enable faster access to elevated, hard-to-reach assets like storage tanks, piping, or flare stacks. Drones also remove personnel hazards associated with inspecting heated boilers, high-pressure vessels, or assets with toxic contents. Consequently, you avoid surface preparation, which can be cumbersome especially if you need to remove heavy corrosion. Additionally, you avoid scaffolding construction, minimize asset downtime, and save a lot of NDT costs.
Voliro’s EMAT thickness gauge uses radially polarized shear waves and operates at high frequencies of 3.5-4 MHz. You can take thickness measurements in the range of 2-150 mm/0.08- 5.9 and with a resolution of 0.06 mm/0.002 in — enough to detect corrosion, erosion, and material degradation in the early stages.
Our EMAT probe withstands temperatures between -20-60 °C/-4-140 °F, which is particularly useful for inspecting fire suppression rings, for example. Compact and omnidirectional, Voliro can transport EMAT to inaccessible, angled components of steel pipes.
Voliro performs tank wall thickness measurements with EMAT
Automated EMAT Scanners
Automated EMAT scanners are primarily used for high-speed, automated flaw detection and thickness measurements. According to ASTM E1816-18, they provide streamlined data visualization, such as direct viewing, color-coded maps, line scans, and point maps.
Automated EMAT scanners are primarily used in mass production lines, large-scale asset inspections, or continuous scanning of moving components. Here are several popular options:
TEMATE TG-IL supports in-line thickness measurement (EMAT), shape measurement (laser), and conductivity (EC) measurement on surfaces, heated up to 650 °C/1218 °F. The tool can automatically measure thin strips, sheets, billets, ingots, and tubes for quality control.
RoCD EMAT-C is a suite of technologies for real-time, in-line detection and measurement of pipeline axial cracks and early detection of coating disbondment. It can work on pipelines with a maximum operating pressure of 15 MPa/(2175 psi) and within the temperature range of 0 °C–65 °C (32 °F–149 °F).
Conclusion
Compared to other NDT methods, EMAT requires less time and labor for surface prep, couplant application (and cleaning), and asset cooling. By enabling high-speed, single-pass testing, the technology shortens the inspection process and thus minimizes asset downtimes.
Yet, there’s an opportunity to cut costs and delays even further. An EMAT probe, available with Voliro’s inspection drone, allows teams to collect 50-100 high-precision asset readings per hour while staying firm on the ground. Our aerial NDT technology has reduced inspection time for large-scale assets by 4X and can save operators over $150K per inspection.