Recommended Corrosion Inspection and Measurement Methods
1.1.
Ultrasonic Thickness Measurements
1.2.
Electrochemical Impedance Spectroscopy (EIS)
1.3.
Pulsed Eddy Current Inspection
1.4.
Weight Loss Coupons
1.5.
Electrical Resistance (ER) Monitoring
1.6.
Linear Polarization Resistance (LPR) Monitoring
1.7.
Galvanic Monitoring
1.8.
Visual Monitoring
2.
Early Corrosion Detection Pays Off
Corrosion — environmentally-induced material deterioration — is a pestering companion in every industry. From ship hulls and offshore rigs to wind turbines and pressure vessels, even satellites in space are susceptible to corrosion.
Platinum, titanium, nickel alloys, and certain stainless steel grades are very capable to withstand corrosion, but none of the materials are 100% fail-proof. This makes corrosion monitoring a non-optional component of every maintenance program.
The better news is that plenty of highly effective corrosion detection methods and monitoring tools have emerged over the last decade — and this post recommends some of the top options.
Recommended Corrosion Inspection and Measurement Methods
Corrosion measurement relies on quantitative methods to assess the rate of metal loss and the corrosiveness of an environment. A common component of condition monitoring, corrosion measurements help understand the effectiveness of preventive strategies and schedule corrective maintenance if needed.
Some methods directly measure corrosion rate or metal loss (e.g., ultrasonic thickness measurements of storage tank walls). Others provide circumstantial evidence, suggesting corrosive conditions exist (e.g., ongoing steel pipeline exposure to Critical Pitting Temperature).
Generally, an asset management program will combine several corrosion inspection and monitoring methods — direct/indirect, online/offline — to give high-fidelity data about the operational corrosion rates for different types of systems.
Ultrasonic testing Eddy current testing Industrial radiography Thermography
Direct, offline
Corrosion Monitoring Systems
Weight loss coupons Electrical resistance monitoring Linear polarization monitoring Hydrogen penetration measurements
Direct, online
Analytical Chemistry
pH measurement Dissolved gas (O2, CO2, H2S) Metal ion counts (Fe2+, Fe3+) Microbiological analysis
Indirect, offline
Operational Data
pHFlow rate (velocity) Pressuretemperature
Indirect, online
Below is an overview of the most commonly used NDT methods for corrosion measurements and recommended equipment.
Ultrasonic Thickness Measurements
A-scan ultrasound biometry is an ultra-effective method for measuring the remaining thickness of material. It detects material loss over time, caused by corrosion, erosion, or simply time-in-service, providing O&M teams with accurate asset integrity data.
Specialized ultrasonic thickness measurement gauges measure the round-trip transit time of the transmitted ultrasonic waves to estimate material thickness. Some UT tools also use multi-echo technology to measure the transit time between repeated echoes, providing even more precise readings.
Handheld ultrasonic thickness gauges are lightweight and easy to use, allowing access to all sorts of nooks and crannies, even through proactive coatings. The results are real-time, enabling fast decision-making.
But such tools also require direct surface access. In many cases, inspectors need to take multiple measurements across a large area to avoid missing lurking corrosion. For large-scale and high-rise structures — fire stacks, industrial storage tanks, transmission towers, and bridges — the process can easily become cumbersome and time-consuming. Rope climbing or scaffolding may be required, leading to prolonged asset downtime.
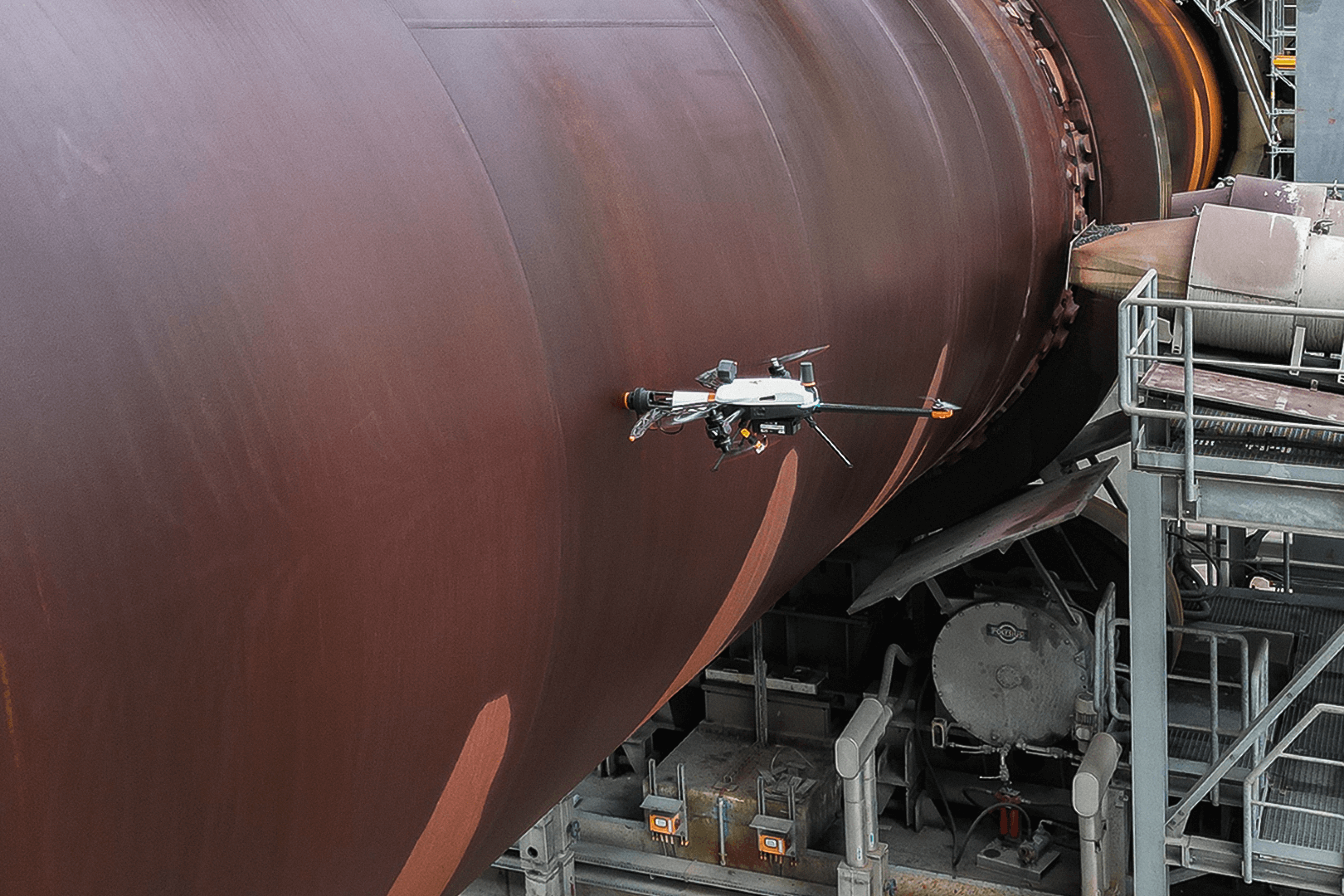
At Voliro, we worked out a better solution — a specialized inspection drone, with readily integrated corrosion inspection tools. Purpose-built for close-to-surface work, Voliro T can approach structures from every angle and apply up to 30 N of stable force and several Nm of torque. Voliro T allows inspectors to collect precise measurements at height using one of our NDT payloads.
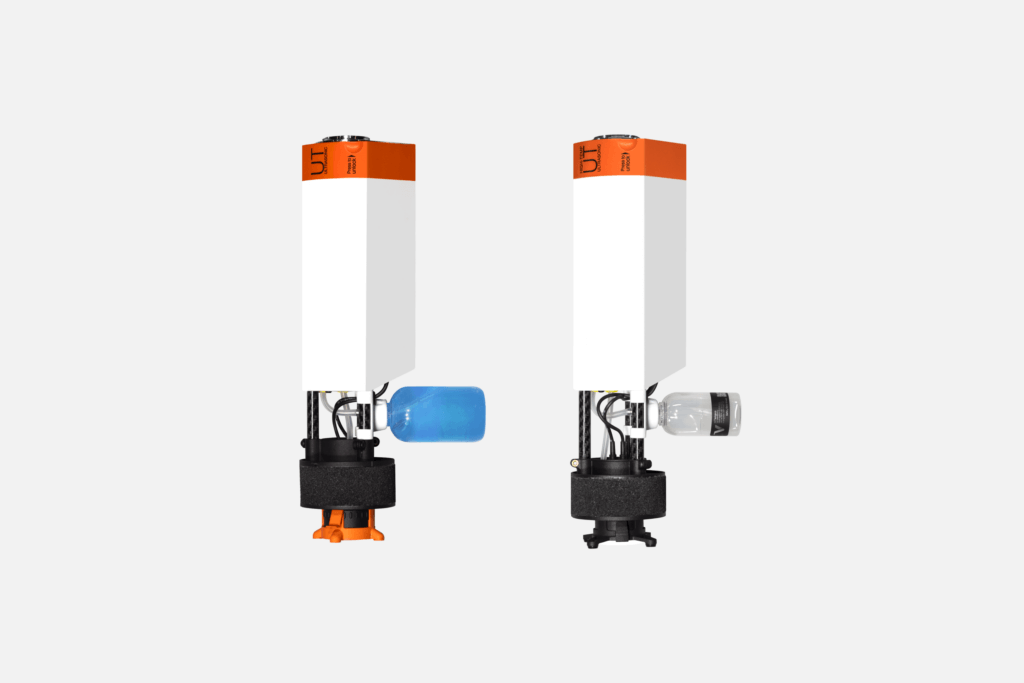
The standard UT probe and High Temp UT payloads from Voliro
Our ultrasonic transducer payload has an Echo-to-Echo and Pulsed Echo test mode with live A-Scan, ideal for detecting thickness loss and corrosion at early stages. The high-temperature version can be used on surfaces heated up to 260 °C/500 °F, eliminating the cooldown period for spot checks on assets in use.
Many types of corrosion proliferate under higher temperatures — chloride-induced stress corrosion cracking(SCC) or corrosion caused by oxide scales on industrial boilers. Voliro lets you detect the early signs early on with high precision.
With our technology, inspection crews can collect up to 100 thickness measurement readings per hour on elevated assets like flare stacks and chimneys. Or inspect between 5 and 10 large storage tanks for a day for signs of corrosion. On-the-fly (quite literary) access to the surface, coupled with high data collection precision, saves asset owners hours in downtime.
With Voliro T, elevated pipeline inspections at a chemical plant were completed in just 2.75 days over 8 days with conventional methods. In addition to cutting inspection time, drone deployment also reduced crew size from three to just two people, lowering the inspection costs by 30%.
Aerial UT thickness measurement on a stack using Voliro
Electrochemical Impedance Spectroscopy (EIS)
Electrochemical impedance spectroscopy (EIS) is another widely used NDT method for corrosion monitoring. By analyzing the test object’s resistance to electrical flow, you can gain high-fidelity data about the asset’s corrosion rate, protective coating integrity, and effectiveness of different corrosion mitigation systems.
Popular corrosion monitoring equipment in this category includes potentiostats like PGSTAT302N from Metrohm or VersaSTAT Series from Ametek.
PGSTAT302N supports both potentiodynamic and potentiostatic methods for corrosion analysis. It has a wide bandwidth of over 1 MHz, allowing rapid and precise data capture. It can detect currents with a low resolution of up to 30 fA and has an applied potential accuracy of ±0.2% ±2 mV. These characteristics make PGSTAT302N a reliable ‘companion’ for studying pit propagation and critical pitting temperatures in different metals and alloys.
Using VersaSTAT3, corrosion processes can also be accurately characterized at a wide frequency range of 10Hz to 1MHz. The ±2 Amp capability allows testing larger samples at a high rate, making VestaSTA3 a solid staple for a real-time corrosion monitoring setup for coatings. Apart from EIS, the tool also supports linear polarization resistance (LPR) monitoring and Tafel analysis.
Pulsed Eddy Current Inspection
Ultrasonic thickness measurements provide precise data about thickness loss but don’t give much insight into near-surface or hidden corrosion under coatings, weather jackets, or wire mesh. EIS, in turn, only works on materials that are covered by conductive coatings. Surface-level contaminants and textual irregularities can also hinder EIS accuracy.
Pulsed eddy current (PEC) tools compensate for these shortcomings. A PEC probe houses a coil, circulating a short pulse of current, optimized to produce a stable magnetic field for high material penetration.
An abrupt change in the coil’s current induces eddy currents in the test object, creating a secondary magnetic field that can be picked up by the probe. The resulting signal gradually diminishes over time and specialized algorithms analyze this decay pattern, to accurately assess the remaining wall thickness. This makes PEC an effective method for corrosion under insulation (CUI) monitoring.
Unlike ultrasonic techniques, PEC doesn’t require surface prep as electrical currents can easily penetrate insulation, paints, protective jackets, or coatings.
For instance, Voliro PEC payload can detect early-stage corrosion under up to 100 mm of insulation thickness, thanks to a combination of effective hardware design, noise-canceling technology, and specialized signal processing algorithms.
CUI detection at heights with Voliro.
This dramatically reduces inspection times and costs. For example, the steel legs of Horton sphere tanks are often susceptible to corrosion. But removing the fireproofing layer from them makes up about 80% of the total inspection cost. With PEC, you can screen for corrosion without removing the coatings or just removing them locally to visually inspect the identified damage extent.
PEC also works better on non-ferrous materials — aluminum, stainless steel, and composites — where ultrasonic waves don’t propagate as effectively. PEC tools are also easier and faster to set up than any EIS equipment, especially in the field.
Weight Loss Coupons
Weight loss technique (also known as corrosion coupons) is one of the simplest methods to monitor corrosion environments.
You take a metallic coupon — a specimen of the tested material (e.g., stainless steel or aluminum) — into the regular operating environment, usually for 90 days. Then analyze its weight loss and visual signs of degradation to calculate corrosion rates. An individual coupon exposure yields an average corrosion value for the tested material(s).
Weight loss coupons help monitor:
Uniform corrosion
Pitting corrosion
Crevice corrosion
Galvanic corrosion
Erosion corrosion
Microbiologically influenced corrosion
By using coupons as a proxy, you can estimate the selected material performance and corrosion exposure rates to make more informed design and preventive maintenance decisions.
On the downside, this technique can be only done about 4 times per year to yield representative results. Likewise, weight loss coupons may not exhibit a noticeable change in weight if the exposure isn’t severe enough. So it’s often used in combination with techniques such as electrical resistance (ER) monitoring and linear polarization resistance (LPR) measurements.
Electrical Resistance (ER) Monitoring
Electrical resistance (ER) probes are an electronic ‘equivalent’ of corrosion coupons. They help continuously measure metal loss by tracking changes in the Ohmic resistance of the monitored asset.
Corrosion-induced thinning increases the metal’s electrical resistance. By measuring how much the resistance goes up, you can approximate metal loss and use historical data to calculate the asset’s corrosion rate. Although there’s still a time element, ER probes provide faster results than corrosion coupons because they can detect changes faster.
The average response times are:
Several hours to a few days in highly corrosive environments (e.g., with high presence of chlorides, sulfides, and acids).
Several days to two weeks in moderately corrosive environments (e.g., with mild acidity exposure).
Up to a month in low corrosive environments (e.g., in arid regions with low air pollution).
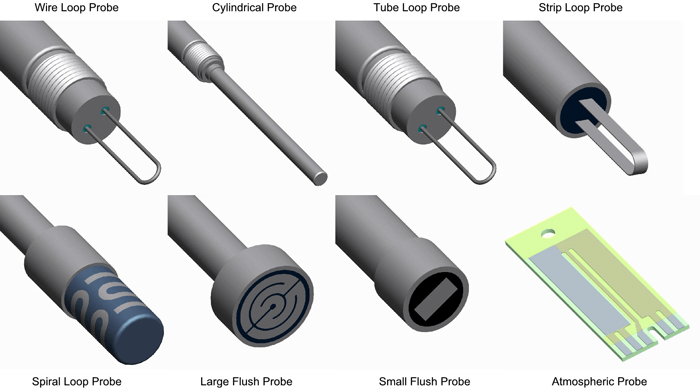
Effectively, ER probes enable close to real-time corrosion monitoring when installed in-line, providing O&M crews with early warning signs. The wide selection of ER probe sensor elements also makes this method adaptable to a range of assets and monitoring scenarios. For example, for monitoring external surfaces of pipelines, gas transmission systems, or various petrochemical process streams.
Different types of ER sensing elements for corrosion monitoring. Source: Alspi.
On the downside, ER probes require regular calibration to ensure accurate readings. Even with proper tuning, some may not effectively detect localized types of corrosion like pitting or crevice corrosion (unless installed precisely at the vulnerable area).
The measurement accuracies can be also affected by surface texture — roughness, protective coatings, and various contaminants. So it’s not the optimal method for CUI monitoring.
Linear Polarization Resistance (LPR) Monitoring
Linear polarization resistance (LPR) technique measures electrochemical changes on the asset’s surface through the application of controlled, small voltage (polarization potential).
The current required to maintain a small voltage change (usually 10 mV) depends on how much corrosion has taken place on the metal’s surface. By measuring this current, inspectors can estimate metal corrosion rates using the Tafel equation and express the results in units like mm/year or mils per year (mpy).
Unlike corrosion coupons and ER probes, LPR tools provide instant corrosion measurements, allowing fast detection of changes in degradation mechanisms. It’s highly sensitive to early-stage corrosion too. So it’s often used in storage tanks, pressure vessels, and pipeline corrosion monitoring setups, plus to survey the effectiveness of applied protective coatings (e.g., epoxy, zinc, or anodized aluminum).
The downside of LPR is that it only provides accurate measurements in moderately clean aqueous electrolytic environments — e.g., boilers, cooling water systems, fresh water tanks, etc. It may provide ambiguous readings on vessels, carrying water/oil emulsions or gases, because the fouling of the electrodes can hamper measurements.
Galvanic Monitoring
Galvanic monitoring also uses the principles of electrical chemistry to measure the difference in electrochemical potentials of two dissimilar metals (an anode and cathode) placed in an electrolyte (e.g., water or seawater). The monitoring probe will measure the generated electrical current, generated as part of the reaction, indicative of the corrosion rate.
Galvanic monitoring helps estimate the speed of corrosion on more vulnerable metals. Thus, it’s often used to monitor:
Bimetallic corrosion (e.g., steel and cooper)
Crevice and pitting attacks
Corrosion assisted cracking
Weld decay rates
It’s often used on ships, offshore oil platforms, and submerged pipelines, where seawater acts as an ongoing electrolyte. Similarly, it’s a good corrosion monitoring method for pipeline systems with cathodic protection, industrial boilers, containing fresh water, and various metal storage tanks.
Similar to LPR, galvanic monitoring provides real-time data on corrosion rates. But galvanic systems don’t require frequent calibration, making them easier to maintain in-field. Although factors like salinity levels and temperature can temper with the galvanic current, leading to inaccurate measurements.
Visual Monitoring
While LPR or ER gives more precise data, placing such sensors on large infrastructure isn’t always feasible or economically viable. So for large-scale assets, visual inspection is the go-to practice for ongoing corrosion monitoring.
Visual inspection reveals common signs of corrosion — rust, pitting, cracking, and discoloration, as well as early signs of protective coating failures. As part of a preventive maintenance strategy, many maintenance crews use specialized drones for infrastructure inspection. Equipped with HD RGB cameras, drones can help inspect elevated assets — transmission towers, process piping and fire suppression rings in refineries, offshore oil rig components, flair stacks, chimneys, and sorts of other elevated walkways, used by personnel.
The advantage of drone-based visual monitoring is speed and cost-efficiency. One pilot can survey several assets in operations in a matter of hours, without calling for lifting equipment or scaffolding construction. On the downside, the obtained imagery can be inconclusive, requiring additional measurements or extra data processing.
NTT Corporation addresses this problem with AI-powered image recognition. The team trained a proprietary algorithm for detecting corroded steel elements on bridges. Recently tested on a bridge in Kumagaya City, Japan, the AI system detected areas of corrosion and estimated the depth of damage, based on drone images, with high accuracy.
Early Corrosion Detection Pays Off
Corrosion compromises the very essence of many businesses — asset integrity. Left undetected, it silently chirps away the asset lifespan, compromises site safety, and magnifies operational costs. At the late stages, there’s not much you can do about corrosion — only replace the affected component or entire asset.
The costs to do so can be steep. The Royal Australian Navy pays between $81 million to $126 million Australian dollars annually to deal with corrosion. Saudi Aramco used to spend 36% of its total maintenance budget on corrosion at five domestic refineries before adopting better monitoring practices.
Detected at the early stages, corrosion can still be mitigated with extra cathodic protection systems, new-gen protective coatings, or sectional repairs. Knowing the corrosion growth rates across different asset groups helps you make these decisions in advance.
Switch from a reactive to a preventive approach to corrosion mitigation with Voliro’s technology. Run more frequent asset inspections on in-service assets to detect thickness loss at early stages and CUI in elevated assets. Now coming with a 5G module, Voliro enables real-time conditioning data collection and instant analysis, reducing delays in response.