Why Regular Pressure Vessel Inspection is Non-Negotiable
1.1.
How Often Should You Inspect Pressure Vessels?
2.
Pressure Vessel Inspection Requirements
3.
Recommended Pressure Vessel Inspection Methods
3.1.
1. Visual Inspection
3.2.
2. Ultrasonic Testing (UT)
3.3.
3. Radiographic Testing (RT)
3.4.
4. Magnetic Particle Testing (MPT)
4.
Conclusion
A number of substances, such as hydrogen, anomia, and crude oil, need ‘special treatment’ – handling at optimal pressures and temperatures, rarely found on Earth. Industrial pressure vessels withstand pressures of 10K PSi and above – almost 8 times that of Venus and close to the pressures found in the Mariana Trench.
Such impressive operating characteristics, however, carry inherent risks of pressure vessel cracking, rupture, and explosion in the worst-case scenario. Your best approach to staying safe is doing regular non-destructive testing (NDT).
Why Regular Pressure Vessel Inspection is Non-Negotiable
Prevention is always over repairs and subsequent costly downtime or worse prolonged recovery from an industrial accident.
Take it from a Cleveland-based paint factory, where a pressure vessel explosion released over 600K gallons (2.2M liters) of potentially contaminated water, caused a major fire, and injured one worker. OSHA investigators concluded that all of this “could have been prevented” if the company followed operating limits and routinely inspected pressure vessels and piping systems. That conclusion also came with a $290K fine.
Regular inspections, especially non-destructive testing, can help uncover internal and external flaws at the early stages, providing ample time for equipment conditioning. Other benefits include:
Employee safety. Leaky vessels cause safety hazards for employees and nearby residents. A failure of a U.S. chemical manufacturer to maintain the integrity of process equipment led to an explosion killing one and injuring four workers.
Compliance. Prolonged negligence inevitably leads to a regulatory response. Saudi chemical company Sabic recently faced a €10 million fine for allowing a naphtha gas leak from a storage tank.
Lifespan. Pressure equipment generally has a service life of 25 years. Early issue detection and timely maintenance help extend this period and even optimize performance over time.
Sustainability. Pressure vessel leaks and explosions damage the environment. A faulty expansion joint in the heat exchanger led to the release of 1M liters of effluent into the ocean.
How Often Should You Inspect Pressure Vessels?
Inspection frequencies for industrial systems and components range from annually to once every 5 years, as per TÜV SÜD. The schedule for pressure vessel inspections will depend on many aspects:
Vessel functions e.g., gas storage vessel, liquid storage vessel, heat exchanger, process vessel, air compressor
Type of vessel. Traditional all-metal (Type 1), reinforced with carbon steel (Type 2), composited with carbon fiber (Type 3), fully made of carbon fiber, and lined with polyamide (Type 4, usually for hydrogen)
Maximum allowable working pressure (MAWP). Models that exceed 15 PSIG (ASME’s Division 1), operate up to 10,000 PSIG (Division 2), or run with more than 10,000 PSIG (Division 3)
Materials: Requirements differ for stainless steel, aluminum, nickel alloys, and titanium vessels
For the most part, inspection intervals are dictated by applicable regulatory requirements and your local jurisdiction. For example, in Singapore steam boilers are required to undergo yearly visual inspections and running tests. Air receivers, steam receivers, and autoclaves go through similar examinations every 2 years.
In the United Kingdom, steam boilers and ovens get tested every 12 months. However, if your equipment operates without problems long enough, agencies extend this schedule to every 24-26 months.
Standards in Australia and New Zealand require pressure equipment to be checked one year after commissioning. Then, external inspection is due every 2 years, and internal – every 4 years. The precise intervals can be shortened or extended based on the hazard level.
Finally, in the United States, external inspections of pressure vessels take place every 5 years, and internal — every 10 years or no more than half the vessel’s remaining life.
Pressure Vessel Inspection Requirements
Pressure vessel inspection requirements will also depend on the jurisdiction and type of vessel. The most notable standards are:
ASME Boiler and Pressure Vessel Code (BPVC): Section VIII describes rules for the construction, welding, heat treatment, and inspection of pressure vessels fabricated by forging and brazing and constructed of carbon, nonferrous materials, cast ductile, ferritic steels, copper, copper alloy, titanium alloy, etc.
API 510: The standard specifies internal, on-stream, and external inspections, thickness and corrosion under insulation (CUI) measurements, and continuous conditional monitoring.
BS EN 13445-5:2002: The standard describes design, welding, and inspection requirements for unfired pressure vessels. It requires 100% visual inspection of tested objects (to the maximum extent possible).
You will need certified equipment and technically qualified inspectors to perform examinations. As a rule, all standards mandate visual inspections (routine checkups), structural assessments, and internal testing. The latter two are done using NDT with a once-a-year equipment calibration interval (as per ASME BPVC, Section V).
An inspector checks shells, heads, nozzles, manholes, insulation, connections, bolts, and any replacement parts. They look for surface and subsurface cracks, elongated breaks, porosity, pinholes, weld slag inclusions, general and localized metal loss, internal and external corrosion, and signs of stress rupture and brittle fractures. All measurements and defects should be documented for future reference or potential root cause analysis.
As part of your asset management program, you should determine the schedule and type of non-destructive testing based on applicable regulations, plus:
Operating environment and conditions: With high pressures and hazardous substances from the inside and hostile environments from the outside, vessels are very much exposed to cracking, corrosion, and metal loss. That means that if your pressure vessel operates at extremes, you will need more frequent inspections than mentioned in the standards.
Material properties: Different materials have varying resistance to corrosion, fatigue, and other forms of degradation. For instance, high-carbon steels resist corrosion better than low-carbon ones, warranting less frequent inspections.
Historical performance. Review maintenance logs to understand the history of repairs and modifications, which can indicate areas of concern – like exceeding operating limits or failure to ensure safety controls.
Recommended Pressure Vessel Inspection Methods
The consensus is that ultrasonic, radiographic, magnetic particle, and visual testing methods deliver the most accurate data. Drones can assist with several of these methods.
1. Visual Inspection
Visual inspection (VI) assumes direct observation of the test object for apparent irregularities. API 510 standard defines it as the go-to method for identifying pressure vessel leaks, bulging, sagging, distortion, irregular surfaces, and corrosion.
ASME BPVC Section VIII also suggests using visual inspection in the following scenarios:
Confirm there are no material and dimensional defects
Check connections for leaks during the hydrostatic test
Ensure complete fusion and penetration of the welding
Inspect brazed joints after flux residue removal
Industrial inspection drones can assist in the process, providing an HD close-up view of hard-to-reach areas like dome ends, bracing and anchor points, internal corners, or bundles of tubes at height. A petrochemical plant, for example, used a drone to inspect 30 meters (98 feet) of pipes and 2 heat exchanger mirrors – each measuring 15.2 square meters (18.1 square yards). By using a drone, instead of scaffolding, the plant reduced inspection time by 70% and inspection costs by 89%.
Visual examination has the advantage of being simple, inexpensive, and straightforward, with little prep time required. On the other hand, visual tests are prone to human error and lack the precision alternative NDT methods offer. Thus, it’s best to combine visual pressure vessel inspection with other NDT techniques.
2. Ultrasonic Testing (UT)
Ultrasonic testing (UT) tools locate surface, sub-surface, and internal defects by sending sound waves through the test object. By measuring the time it takes a wave to travel back and forth, inspectors can measure wall thickness, detect cracks, and identify a wide range of other defects.
According to API 510, UT helps define localized corrosion and material thinning, internal and surface-breaking cracks, elongated discontinuities, crack-like flaws in welds, and integrity of pressure boundaries. UT of pressure vessels is recommended every ten years or 3/4 of the remaining corrosion-rate life.
Meanwhile, ASME BPVC Section VIII recommends UT as a method for inspecting:
Weld and fusion between the weld buildup and neck
Gas and electro slag welds
Bond integrity in clad tube sheets
Welded joints
The entire vessel after heat treatment
All parts of castings with a thickness of more than 12 in (30 cm)
Hubs before and after machining
Ultrasonic testing is an extremely popular method due to its high precision. You can locate defects as small as 0.2 – 0.05 mm. Plus, UT gives you the flexibility of testing just one side of the asset – perfect for large, fixed vessels. The downside – you need a smooth surface to gain accurate results.
Voliro T inspection drone helps streamline UT testing of large pressure vessels with
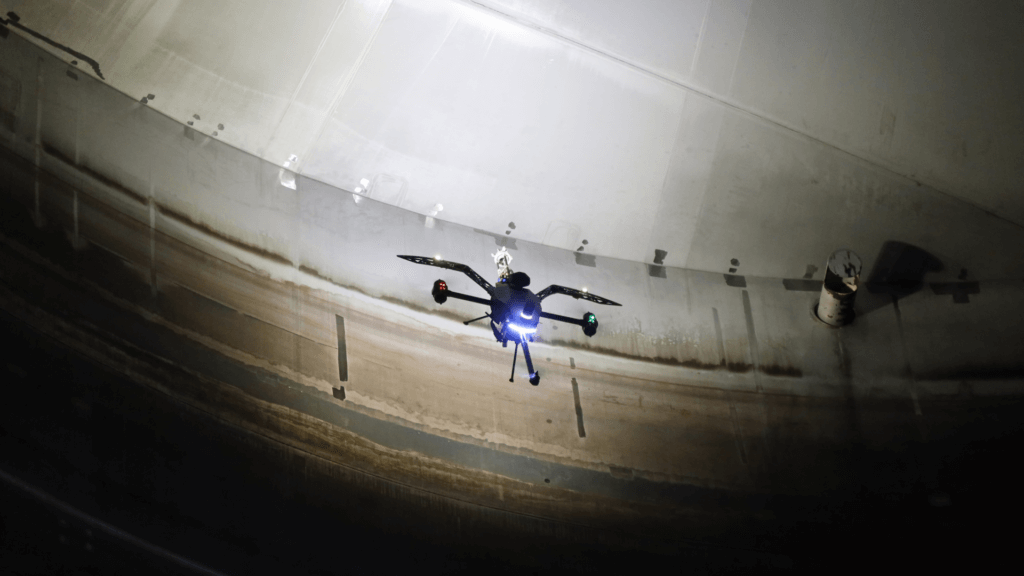
two transducer probes: Standard and high-temp. Both support thickness measurements in 2 – 150 mm / 0.08 – 5.9 range with 0.06 mm / 0.002 in resolution. The high-temp probe, however, can be used on in-operation objects, heated up to 0 – 260 °C / 32 – 500 °F. One of our clients from Switzerland tested storage tank exteriors with our UT probe, spending 75 minutes per 1 tank. Another company from the Netherlands used the drone to inspect 5 tanks in 1.5 days, enjoying 700 high-precision wall thickness readings.
Voliro T, testing storage tank internally.
3. Radiographic Testing (RT)
Radiographic testing (RT) relies on X-rays to evaluate solid materials, revealing in-depth, hidden defects and visualizing them on color-coded pictures. As per API 510, RT can help define porosity, weld slag inclusions, cracks, and thickness loss in pressure vessel components.
ASME BPVC Section VIII mentions RT for inspecting:
Welded seams in exchanger tubes and pipes
All butt welds in the shell, heads, nozzles, communicating chambers
Single‐welded, corner, angle joints
Steel castings for gas porosity, slag, shrinkage, cracks, hot tears, and inserts
Similarly to UT, RT provides a more precise measurement of a defect’s size, location, and dimensions. However, since it assumes radiation exposure, stringent safety measures are required. Moreover, RT is one of the more expensive inspection methods due to the complexity of its equipment and setup.
Nonetheless, industrial radiography can produce rich inspection results. Especially, when data is additionally analyzed with the latest tools. One group of researchers tested the applicability of RT for pressure vessels, training AI algorithms on the collected X-ray data. This way, they were able to increase accuracy in pressure vessel defect segmentation by 84.75% with a correct rating rate of 95%.
4. Magnetic Particle Testing (MPT)
Magnetic particle testing (MT) leverages magnetizing force and specialized particles to locate surface and near-surface defects. Contract color, fluorescent, or iron oxide particles, when magnetized, tend to accumulate around cracks, voids, and laps thus visualizing the defect.
As per API 510, MPT is suitable for detecting cracks and elongated discontinuities in ferromagnetic surfaces. The National Board Inspection Code (NBIC) describes the following use cases for magnetic particle testing:
Boiler and pressure vessel surface tests
Stress corrosion cracking checks on vessels in liquid ammonia service
Testing the strength of fire-damaged components
Inspecting locomotives and steam boilers for cracks
Inspecting pipes, valves, and manholes for cracks during baffle clip welding
Inspecting welded joints and heat-affected zones for defects
Magnetic particle testing works well for routine checks, quickly visualizing surface flaws and allowing for immediate action. The test reveals the size, location, and number of defects on both rough and smooth surfaces. However, the test is limited to ferrous materials and still needs some degree of preparation (lamps, rust removal, etc). Plus, it only works for surface-level cracks.
Conclusion
With traditional methods, pressure vessel inspections can be labor-intensive and cost-inhibitive due to the vessels’ large size and complex geometry. For instance, some of the largest pressure vessels measure 60 meters (196 feet) in length, 8.5 meters (27 feet) in width, and 10 meters (32 feet) in height.
As a result of such sizing, they are extremely heavy and immovable and warrant rope access or scaffolding construction. Smaller vessels, though mobile, are difficult to inspect from the inside. And if you have numerous vessels in your arsenal – yearly inspections feel like an uphill battle.
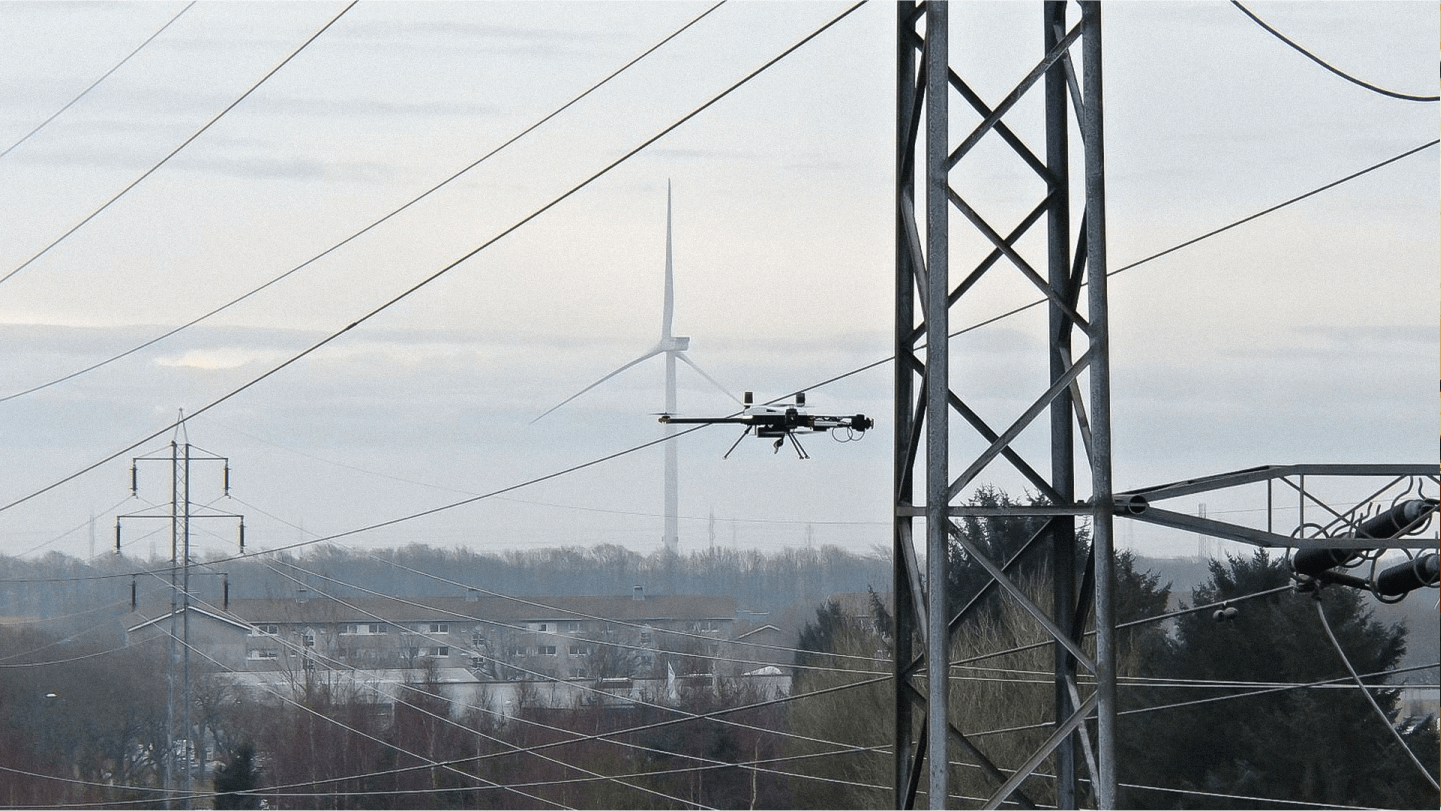
We have a solution that consolidates inspection tasks, testing large and small structures, from within and externally. Voliro T can apply a steady force of 30 N to structures to perform effective assessments with the mounted NDT probes. An AI interaction assistant guides the pilots through all the tasks, while advanced navigation sensors make flying safe inside large structures, even with a weak GPS signal.
Thanks to a collection of interchangeable NDT payloads, Voliro T can be used to examine different surfaces and material characteristics. To boot, you get full drone maintenance, recertification, and repair coverage with our subscription.
Voliro streamlines industrial inspection processes with innovative technologies