What Should a Technician Look for During a Visual Inspection?
2.
Where is Visual Testing Used?
2.1.
Applications of Visual Testing
2.2.
How Often Do You Need to Do Visual Testing of Assets?
3.
Pros and Cons of Visual Inspection
4.
Main Visual Inspection Methods
4.1.
Direct Manual Inspections
4.2.
Remote Visual Inspection (RVI)
4.3.
Thermographic Inspection
4.4.
Fluorescent Penetrant Inspection (FPI)
4.5.
Magnetic Particle Inspection (MPI)
4.6.
Surface Roughness and Thickness Measurements
5.
Recommended Visual Testing Equipment
5.1.
HD Cameras
5.2.
Drones
5.3.
Borescopes and Endoscopes
6.
Scale Your Visual Inspection Process with Voliro Inspection Drone
Most industrial assets show signs of degradation after several years of use. Detecting early signs of wear or damage cuts maintenance costs and eliminates compliance risks.
Visual inspections have been a standard procedure for monitoring assets’ condition since the early industrialization period. The 21st century, however, brought a lot of innovation to visual testing methods and instruments.
Learn about the key premises of visual testing: use cases, inspection frequency, modern methods, and equipment market leaders to collect high-fidelity data quickly.
What is Visual Inspection?
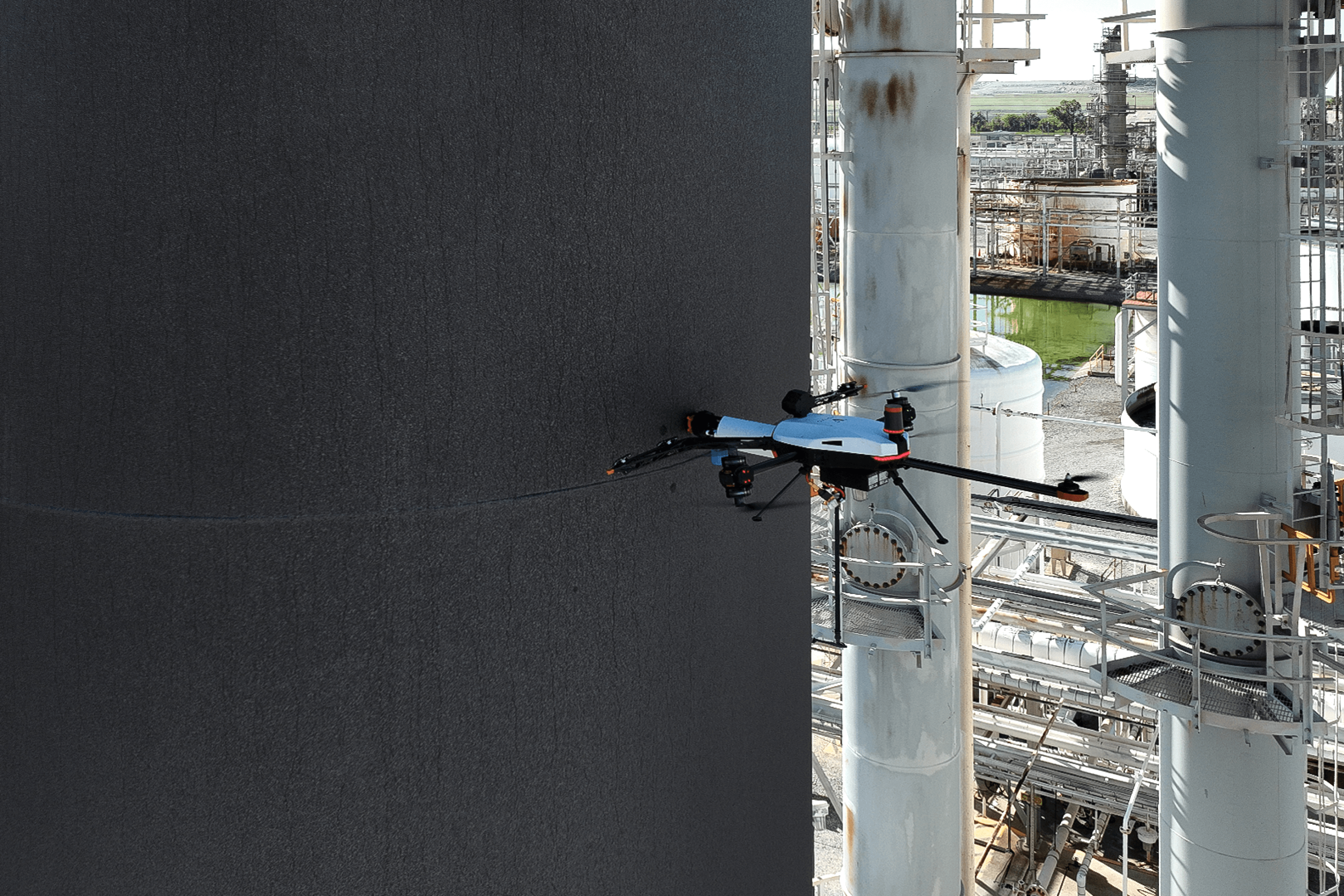
Visual inspection assumes direct observation of the studied surface for signs of abnormalities, defects, or damage. It can be used alone for confirming assets’ characteristics and conditions or combined with other non-destructive testing (NDT) methods to obtain more data about defects’ location, severity, and impacts.
Source: Voliro T drone scanning a chimney for defects using EMAT transducer.
Thanks to advances in machine learning (ML) and deep learning (DL), it’s also now possible to detect the tiniest irregularities in objects’ shape, texture, color, or configuration, eliminating subjectivity and second-guessing from the process.
What Should a Technician Look for During a Visual Inspection?
Generally, inspectors should look for any irregularities in the assets’ surface, dimensions, or color that indicate a potential quality issue, damage, or depreciation.
Visual inspections help technicians detect surface-level issues like cracks, dents, warping, peeling, corrosion, or discoloration. When combined with liquid penetrant testing or magnetic particle testing, visual testing ensures the correct application of the developer agent and its location.
Where is Visual Testing Used?
Visual inspections are done in various industries for quality control or non-destructive testing.
Manufacturing facilities often use high-quality cameras and machine learning algorithms for visual quality inspections. HPE and NVIDIA use AI-based video analytics systems to audit server configurations produced across conveyor belts, allowing them to inspect each server in 96 seconds.
Visual non-destructive testing, in turn, helps detect surface-level defects and textural deformations in operated industrial assets such as storage tanks, heat exchangers, and offshore platforms, among others. For example, using Voliro inspection drone, Bouygues inspected 10+ telecom towers per day for signs of environmental damage and collected fresh data on the thickness of protective coatings.
How Often Do You Need to Do Visual Testing of Assets?
Recommended visual inspection frequency differs depending on the asset type and applicable quality and/or safety standards.
Per AWS B1.11:2000 standard, 100% of structural welds must be visually inspected. The ASME B31.3 regulation requires 100% visual inspection of piping system welds.
Above-surface storage tanks must be inspected every 5 years if used for less than 10 years and every 3 years if used for 10+ years, according to API 653.
Bridges must be inspected for damage every 12, 24, or 48 months, depending on their characteristics, according to the US Department of Transformation.
Generally, more frequent asset inspections help identify early degradation signs and prevent costly repairs or failures.
Pros and Cons of Visual Inspection
A quick visual scan is the first step in most inspections. If damage is already visible to the naked eye, there’s no point in using more labor-intensive or costly assessment methods.
In other cases, computer-aided visual inspection systems and drones can help uncover more discrete defects with high speed and accuracy.
On the downside, visual test results can be subjective, especially if done with basic inspection equipment like a magnifying glass. Regulations also often require more thorough asset data than visual testing alone can provide. So it’s frequently used with other NDT methods like liquid penetration, magnetic particle, or ultrasonic testing.
Advantages of visual inspection
Real-time detection of surface-level issues and textual irregularities.
Can be performed without special equipment to detect issues visible to the human eye.
High-definition digital images and video streams for more in-depth analysis of complex defects.
Reliable method for ensuring high product quality standards across different industries.
Requires less inspector training and expertise to obtain high-fidelity data.
Unlike destructive testing methods, it doesn’t affect the assets’ condition and can be performed on assets in use.
Disadvantages of visual inspection
Doesn’t provide information about internal, sub-surface, or near-surface defects.
Prone to human error if inspectors are using basic tools like a magnifying glass, mirrors, or standard-definition endoscopes.
Highly dependent on environmental conditions. Poor lighting, thick fog, or heavy rain can hinder defect identification.
Cannot provide conclusive results for inspection of complex assets and often has to be augmented with other NDT methods.
If performed manually without the usage of specialized equipment, visual inspections can be long and labor-intensive.
Main Visual Inspection Methods
Depending on the task at hand — quality assurance in production or asset-in-use inspection — organizations use a variety of visual inspection techniques.
Direct Manual Inspections
Larger defects are easy to detect with the naked eye—massive laminations, sprawling corrosion, and obvious color fading. For less apparent flaws, a visual inspector may use magnifying glasses, mirrors, and all sorts of flashlights.
But direct manual inspections hinge on the inspectors’ expertise and attention to detail. Due to fatigue, minuscule defects can be overlooked, especially in a rapid-paced production process.
Some asset inspections require access to remote or dangerous locations. In the energy sector, specialized rope climbers or scaffolding are needed to inspect boiler walls, piping, or tanks. This causes downtime and high costs, so manual inspections are used sparingly, especially when better testing methods exist.
Remote Visual Inspection (RVI)
Remote visual inspection uses cameras, sensors, and drones to assess assets from a distance. HD cameras allow inspectors to capture photo or video footage from multiple angles and perform thorough analysis using computer-aided tools.
You can measure dimensions or product features to assess the shape and alignment of structures. Advanced remote visual inspection tools can analyze material composition to detect early signs of corrosion or degradation. With a Voliro drone, inspectors detect early signs of refractory wear and corrosion in cement kilns, flag faulty lighting protection systems in wind turbines, and perform wall thickness measurements on shiploaders that were previously impossible to inspect.
Generally, removing the visual inspector is the fastest and most reliable way to ensure the structural integrity, stability, and safety of large industrial assets in use.
Source: Voliro T drone performing shiploader inspection for signs of corrosion.
Thermographic Inspection
Thermal imaging cameras detect temperature variations on surfaces, indicating delaminations, cracks, or abnormal heat dissipation. In heat exchanger tubes, uneven thermal dispersion indicates a leak. In large mechanical structures like electric motors, pumps, and turbines, overheating is a clear sign of friction or misalignment, requiring investigation.
Although thermal scans can clearly identify an issue, environmental factors such as ambient temperature, humidity, or sunlight can compromise the results. Low-resolution thermal cameras may not provide enough detail for defect localization in large structures. HD thermal scanning systems are rather expensive to install and calibrate, limiting use cases.
Fluorescent Penetrant Inspection (FPI)
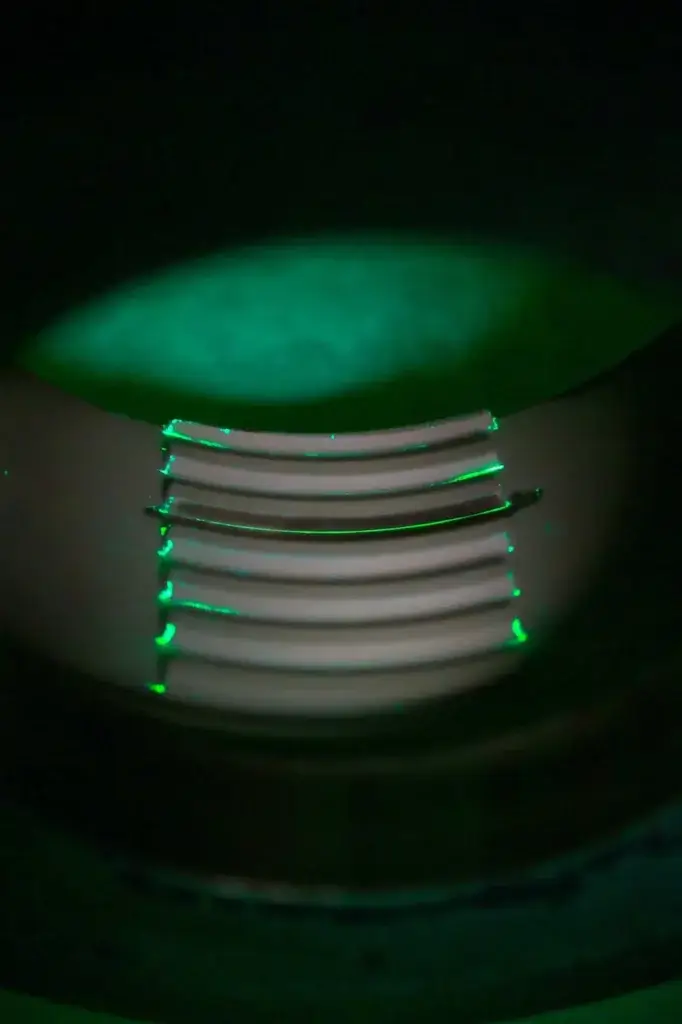
Non-porous materials like metal, plastic, ceramic, and composites can be inspected with fluorescent penetrants using dye penetrants. Applied on a clean surface, the fluorescent dye penetrant soaks into surface defects like cracks and porosities. A powder or aerosol developer agent is then applied, allowing inspectors to see the size, shape, and severity of discontinuities under UV light.
Source: Liquid penetrant visible under UV light, showing surface anomalies in a product component. Source: NASA
FPI detects fine surface cracks and discontinuities in structures and non-porous components with high accuracy. But the testing process can be cost- and labor-intensive when you need to cover large surfaces.
Magnetic Particle Inspection (MPI)
Magnetic particle inspection is an effective method for inspecting ferromagnetic assets for surface and near-surface defects oriented perpendicular to the magnetic field.
MPI has a similar approach to fluorescent penetrant inspection but uses magnetic particles instead of dyes. The inspector first magnetizes the object and then applies fine iron particles or magnetic ink to the surface. The magenic force will draw particles towards areas with field disruption, indicating potential flaws. It’s a solid method for identifying cracks, inclusions, voids, and other irregularities in iron, steel, or nickel welds, castings, and forgings.
On the downside, MPI requires direct contact with the surface for particle application, limiting its use for tough-to-reach assets like long metal chimneys. It’s also not the most effective option for testing larger industrial assets like metal storage tanks.
Surface Roughness and Thickness Measurements
Surface texture changes like skewness or kurtosis often indicate potential problems. Visual inspections, aided by tools like profilometers or surface roughness testers, can help locate irregularities with the assets’ roughness profile, corresponding to normal or abnormal conditions.
Similarly, using hand-held or remotely operated instruments, you can measure the thickness of materials, coatings, or layers. Micrometers and calipers are used to take thickness measurements of small assets.Ultrasonic transducers and magnetic induction probes offer deeper penetration and can effectively scan larger structures. For example, using a Voliro T drone equipped with an ultrasonic transducer, you can capture up to 200 thickness readings per hour in hard-to-reach locations like inside and outside storage tanks, flare stacks, and chimneys.
Recommended Visual Testing Equipment
When it comes to selecting visual testing equipment, consider three points:
Inspection method: Direct or remote?
Operating conditions (e.g., high-temperature rate or corrosive environment)
Geometry and overall dimensions of the test object
For work at heights and complex geometries, remote visual testing is the best choice. For smaller-scale assets or components, direct techniques are usually more cost-effective.
At any rate, when selecting your equipment, consider technical characteristics like required resolution, measurement precision (e.g., mm or um), and image color or monochrome. You can inquire about different options available from the inspection service provider.
HD Cameras
Cameras are the main tool in visual inspection. Handheld or mounted action cameras and pan-tilt-zoom (PTZ) cameras are available. Modern endoscopes and borescopes provide high-quality images from remote locations, while thermal imaging cameras deliver accurate thermal readings. CCTV footage can be used for hazardous operations, but it has lower resolution and limited viewing angle due to the camera’s fixed position.
For quality control, manufacturers are also relying on industrial machine vision camera systems for automatic defect detection using pre-trained algorithms. The BMW Group uses an AI-powered quality assurance system to detect production defects in flat sheet metal parts for car body components. The application can detect issues like cracks and delaminations in real time and distinguish between pseudo-defects (like dust particles or oil residues) and actual micro-cracks, reducing avoidable production delays.
Drones
Drones with 360-degree aerial mobility help inspectors reach the most remote assets and perform close-to-surface inspections at heights.
Modern inspection drones are equipped with various sensors, HD cameras, and even specialized ones to capture visual data from different perspectives. They can cover large areas quickly and efficiently, reducing the time and resources required for inspections compared to conventional methods. Voliro drones are engineered for 360° mobility and high stability, allowing one person to inspect 10 to 12 wind turbines per day with only one asset stop, saving operators hours in downtime.
Drones are cost-effective for large-scale or repetitive inspections. You don’t need scaffolding or lifting equipment to access remote yet operationally critical locations. An industrial engineering company saved over $165,000 on a routine asset inspection using Voliro drones, instead of rope access.
With purpose-built inspection drones, you can tackle complex geometries (e.g., curved, bent, or sloped surfaces) and collect precise thickness, texture, and measurement data without extended asset downtime.
Borescopes and Endoscopes
Borescopes and endoscopes are the go-to tools for inspecting narrow structures, closed chambers, and cavities inside various products. Borescopes are frequently used in the aerospace and automotive industry to assess the condition of engines, fuel tanks, and wheel wells for signs of fatigue or damage.
Rolls-Royce developed an Intelligent Borescope that uses computer vision technology to analyze visual images for wear. The new version reduces engine inspection times by 75%, saving airlines up to £100m in inspection costs over five years.
In industrial engineering and manufacturing, endoscopic analysis detects leaks, blockage, and damage in pipes, tubes, and ducts. Flexible insertion tubes allow endoscopes to reach tight spaces where rigid instruments can’t fit.
Scale Your Visual Inspection Process with Voliro Inspection Drone
Most visual inspection methods need direct access or expensive camera systems. Conduct thorough inspections at blazing speed with Voliro T — a drone engineered for close-to-structure and contact work.
Flare stacks, chimneys, cement kilns, ship loaders, and offshore wind farms are just a few of the assets you can inspect using Voliro’s technology: a 360-degree drone with a selection of NDT probes for structural damage detection accessible through one subscription.
Discover how Voliro innovates non-destructive testing.