From aircraft fuselage and car engine blocks to bridges and chemical tanks, aluminum is one of the most widely used materials, thanks to its great combination of durability, low cost, and lightweight.
The average lifespan of Aluminium in construction can reach up to 40 years, with limited maintenance. But in industrial settings, it can be reduced in half (if not more) if it gets corroded.
Find out what causes aluminum corrosion, how to detect it at an early stage, and what mitigation strategies should be in place.
What Does Aluminum Corrosion Look Like?
Aluminum corrosion emerges as thin, whitish, or grayish build-up on the surface, called aluminum oxide. It’s hard, irregular to touch, and often visible to the naked eye. Unlike rust, which forms on other metals, aluminum corrosion doesn’t flake.
In most cases, aluminum corrosion is localized. It develops when the material is damaged and cracks start to form. Or in areas where it was exposed to highly acidic or alkaline environments.
Aluminum alloy corrosion can also happen due to defects in manufacturing when the alloy isn’t properly mixed. For example, some areas will have more alloy elements (e.g., magnesium, silicon, or copper), which have different electrical potentials. These variations create tiny regions, where the metal is more prone to corrosion.
Types of Aluminum Corrosion
If aluminum corrosion occurs, it will likely take one of the following forms:
Pitting corrosion — micro-dents (pits) on the surface, formed due to chloride, bromide, or iodide exposure.
Crevice corrosion—emerges in oxygen-deprived crevices, where moisture is trapped, both between aluminum and aluminum and other metals.
Galvanic corrosion — proliferates when aluminum is in contact with a more noble metal and an electrolyte is present.
Intergranular corrosion — occurs along the grain boundaries of aluminum either due to suboptimal heat treatment or alloy impurities. It can weaken the metal without visible surface damage.
Exfoliation corrosion — a severe form of intergranular corrosion where layers of aluminum peel off due to stress or improper alloying.
Filiform corrosion — thread-like filaments under paint or protective coatings due to moisture accumulation.
Microbial corrosion —caused by sulfate-reducing, iron-oxidizing, or acid-producing bacteria on the surface.
Erosion corrosion — proliferates under a double-whammy of mechanical wear and chemical attacks from high-velocity fluids or particles.
What Causes Aluminum Corrosion?
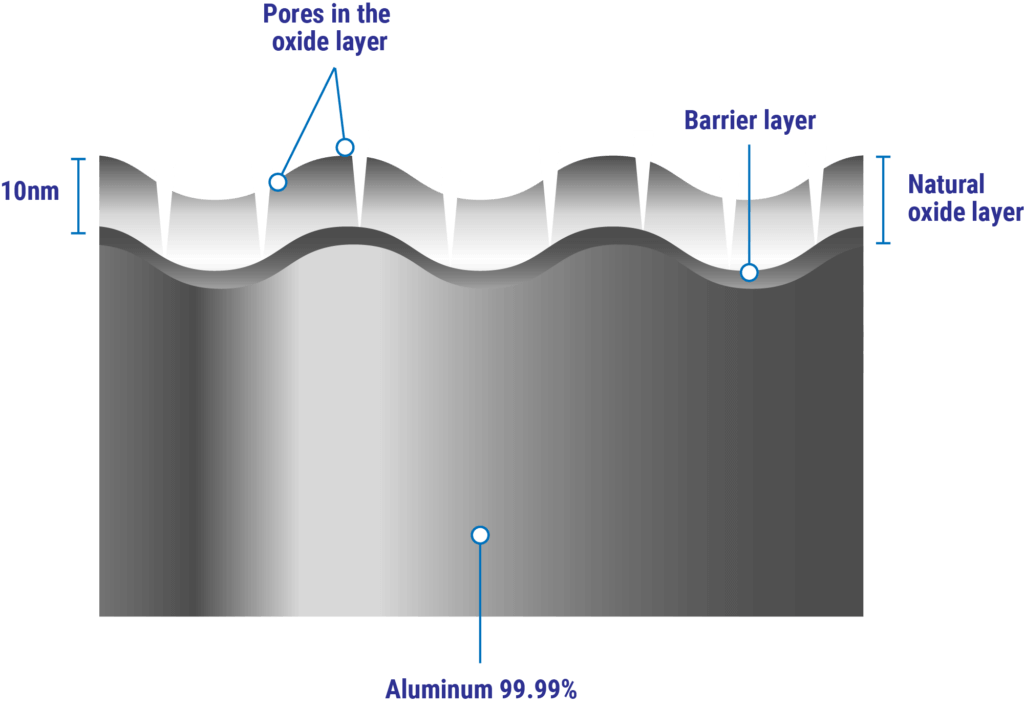
Aluminum has superior corrosion resistance thanks to its innate protective layer – an oxide film. Despite being only 50-100 Angstroms thick, the oxide film protects the metal from most environmental exposures. By acting as an electrical insulator, aluminum oxide prevents corrosion caused by electrochemical reactions.
Passive oxide film that forms on aluminum. Credit: Corrosionpedia.
However, the oxide film only remains intact at a pH range of 4 to 8. In highly alkaline environments, the film gets damaged, leading to Al(OH)4 ions formation. This dissolution process exposes the underlying aluminum to potential corrosion attack. Al3+ ions get released in highly acidic environments, leading to the same outcome.
Changes in pH ranges can happen due to air pollution, acidic rains, industrial emissions, and exposure to chloride ions (e.g., in marine environments). High-temperature exposures (above 60C/140F) can also cause gradual damage to the protective film.
Other factors causing aluminum corrosion include:
Surface-level dirt and debris accumulation, trapping moisture
Moisture, trapped in gaps, that leads to crevice corrosion
Extensive UV radiation exposure
Microstructural damages caused by fabrication or assembly
Prolonged tensile stress in a humid environment
High-velocity water impingement, especially in alkaline or acidic conditions
Direct exposure to other metals, mercury, and acidic wood
Electrochemical reactions with noble metal in a conducive environment
Note on Aluminum and Steel Galvanic Corrosion
Corrosion in aluminum is primarily caused by an electrochemical reaction with other metals, due to different electrochemical potentials. That’s called galvanic corrosion.
When exposed to an electrolyte (e.g., water or saline) Aluminum becomes an anode, and the other metal (e.g., stainless steel) becomes a cathode. In simpler terms, aluminum takes the corrosion hit, protecting other component(s). That’s why it’s commonly used in cathodic corrosion protection systems.
On the other hand, galvanic corrosion in aluminum can also happen inadvertently. For example, due to poor design decisions like using copper bolts to hold aluminum alloy structures. Or putting it in contact with silver, lead, nickel, tin, or chromium structures—aka more noble metals.
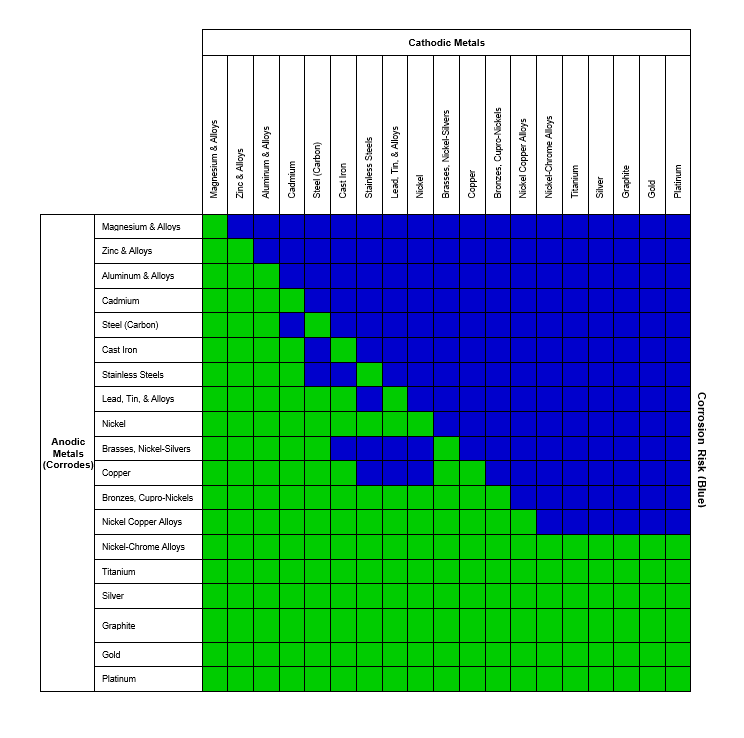
Effectively, galvanic corrosion in aluminum happens under two conditions:
Electrical contact between two metals, either directly or through a conducting material
Ionic contact with an electrolyte. Both metals must be either immersed or coated with a continuous wet film, which happens in high humidity.
You can use the below chart to avoid such scenarios:
Compared to other metals — stainless steel or iron — pure aluminum has higher corrosion resistance in mild operating conditions.
Yet, many aluminum alloys can still be susceptible to localized corrosion. A recent study found that 6xxx series aluminum alloys (AA6xxx) can develop corrosion in aggressive chloride environments as they contain intermetallic particles (IMPs).
Similarly, there are always elevated risks of pitting aluminum corrosion in seawater and under high temperatures. Thus, periodic inspections are required to ensure asset integrity.
Non-destructive testing (NDT) is the go-to approach for most O&M teams, in particular — eddy current testing, ultrasonic testing, and digital radiography.
Eddy Current Testing
Eddy current testing (ECT) is a good method for aluminum corrosion detection because it can identify surface-level issues, subsurface defects, and corrosion under insulation. In particular, modern equipment can detect:
Surface-level changes in the oxide layer
Aluminum layer thinning
Localized pits or cracks even at an early stage
Pulsed eddy current (PEC) technology also helps detect corrosion under insulation. Such probes use a coil to generate a stable magnetic field, inducing eddy currents in the inspected asset. The currents can penetrate through insulation, coatings, and other protective layers, to provide reliable data.
Take Voliro’s PEC payload, for example—it detects early-stage corrosion through up to 100 mm of insulation, combining advanced hardware, noise-canceling tech, and cutting-edge signal processing. It’s a reliable tool to detect CUI in aluminum alloy pipelines.
Voliro PEC probe streamlines CUI detection on a large pipping asset
Flexible eddy current array (ECA) probes, in turn, allow for more comprehensive scans of larger regions. They can also pick up smaller pitting or thinning indicators. The acquired data can be used to generate 2D and 3D C-scan of inspected assets for greater clarity into damage mechanisms.
Ultrasonic Testing
Ultrasonic wall thickness gauging is another effective way to catch early-stage corrosion in aluminum. Thanks to the great versatility of UT tools supports different integrity assessment scenarios.
Echo-to-echo and pulse-echo UT gauges require only one-side access, making them ideal for measuring thickness loss in aluminum, flat plates, sheets, or panels. Voliro’s UT drone payload combines both modes for fast and effective thickness scans of elevated assets. Inspectors can review A-scans and thickness readings in real-time, and easily upload collected conditioning data for extra analysis via Voliro Cloud.
Voliro performs ultrasonic testing with high precision.
Phased array ultrasonic testing (PAUT) tools, in turn, provide more detailed cross-sectional asset scans, showing the precise location of cracks, pitting corrosion, and delaminations in 2D/3D view. They’re often used to inspect more complex assets like curved aircraft fuselages, engine components, or wind turbine blades.
Time-of-flight diffraction (TOFD) transducers are best suited for aluminum weld seams or joint inspection, where corrosion often emerges. TOFD can also detect subsurface cracks and voids inside aluminum components, but the equipment readings often require advanced interpretation.
Digital Radiography
The new generation of digital radiography (DR) tools uses up to 80% less radiation to provide sharp, detailed, and fully digital X-ray images of scanned assets. There’s also less over- and under-exposure due to superior technologies, and digital data means you can easily apply post-processing techniques to obtain even greater image quality.
Many solutions, like Baker Hughes’ DXR140P-HC model, are also very portable. With a high contrast of 140-micron pixels and shorter exposure times, it’s an effective (and safe!) solution for in-field tests. For example, casting inspection, CUI detection, and all sorts of structural integrity inspections.
Overall, DR tools can effectively detect intergranular corrosion in aluminum alloy parts, which appear as internal cracks along grain boundaries, as well as later-stage exfoliation corrosion.
How to Prevent Aluminum Corrosion
Aluminium rarely develops uniform corrosion across the entire surface. In most cases, you’ll have to plan ahead for localized and crevice corrosion, caused by moisture accumulation or oxide film degradation.
To extend aluminum assets’ lifespan, apply the following best practices to aluminum and its alloys:
Anodic treatment. During anodizing, an oxide layer is built up on the aluminum’s surface to reinforce its natural protection. Apart from improving corrosion resistance, the oxide layer also makes the surface more resistant to scratches and wear. However, that anodic protection gradually falters under temperature exposure above 80° C/176°F.
Alodine treatment. Complementary to anodization, alodine treatments help form a transparent chromate conversion coating on aluminum. It reinforces the metal’s resistance to moisture and chemicals, plus improves paint aversion.
Sealants. Anodized aluminum oxide layer is porous. Sealings help close these pores to further strengthen its resistance and prevent staining. They also lend some extra properties. Silicone and polyurethane sealants, for example, improve water resistance and UV protection. Epoxy sealants, in turn, minimize temperature, chemicals, and solvent impacts.
Galvanic isolation. Always double-check the state of any physical barriers (e.g., rubber gaskets or plastic spacers) between the metals during periodic inspections. These are susceptible to wear and physical damage.
Conclusion
Aluminum corrosion doesn’t develop as fast as with other metals, thanks to its innate properties. But it can still be a prominent issue in assets, exposed to high humidity, chlorides, temperature extremes, high alkaline or high acid environments. All of these conditions are frequent in industrial processes.
So the best practices of preventive maintenance apply — conduct periodic visual inspections and UT thickness measurements in areas where you suspect degradation. Use eddy current testing to scan for CUI and digital radiography to scout for subsurface defects.
Modern NDT tools like Voliro T drone reduce the time and cost of running these checks. With one inspection drone, you can collect up to 100 thickness readings per hour, scanning walls, pipes, roofs, stacks, and chimneys without commissioning lifting equipment. High-temperature UT payload lets you work on heated surfaces up to 260 °C/500 °F, further minimizing asset downtime.
Streamline aluminium corrosion detection with Voliro